
Pulse Shaping: Variable Constants
9 Minute Read
In my last article about welding nickel white gold, (Ni WG),I said I would weld the same Ni WG shank by using pulse shaping, (PS). I have since realized that I need to write more about pulse shaping before I can accurately describe what I'm doing to the Ni WG ring shank. As with all of my articles so far, it will be helpful to read my previous articles before reading this one. The previous articles can be obtained by e-mailing me at lasers@mantech.info, or calling 619-239-5842.
I have written a previous article about pulse shaping titled "Energy over Time". In that article I mentioned that the premise of PS follows the principles of heat treating and annealing. I demonstrated a few PS graphs to show how PS allows us to vary the energy output over the duration of a single laser pulse. Using PS in this way would theoretically allow us to control physical properties such as hardness, strength, ductility, toughness, malleability, elongation, etc. within the metal or alloy that we weld. I say theoretically because PS on our precious metal alloys is largely un-tested.
There are so many variables associated with PS, as well as variables within metals and alloys being tested, that it is important to map out ways to keep certain variables constant during such testing, so that one can isolate the variables in order to truly understand what is causing the achieved result. [n other words a scientific method should be used. I am not claiming to be a scientist or metallurgist. I only wish to document what I have seen, as well as my thoughts and ideas on the subject of PS and how those variables can be kept constant for further metallurgical testing. I am not trying to make laser welding more complicated than it is. Pulse shaping is available, so I am writing what I know about it, in hope that this will be of some benefit to the reader who is interested in conducting their own research.
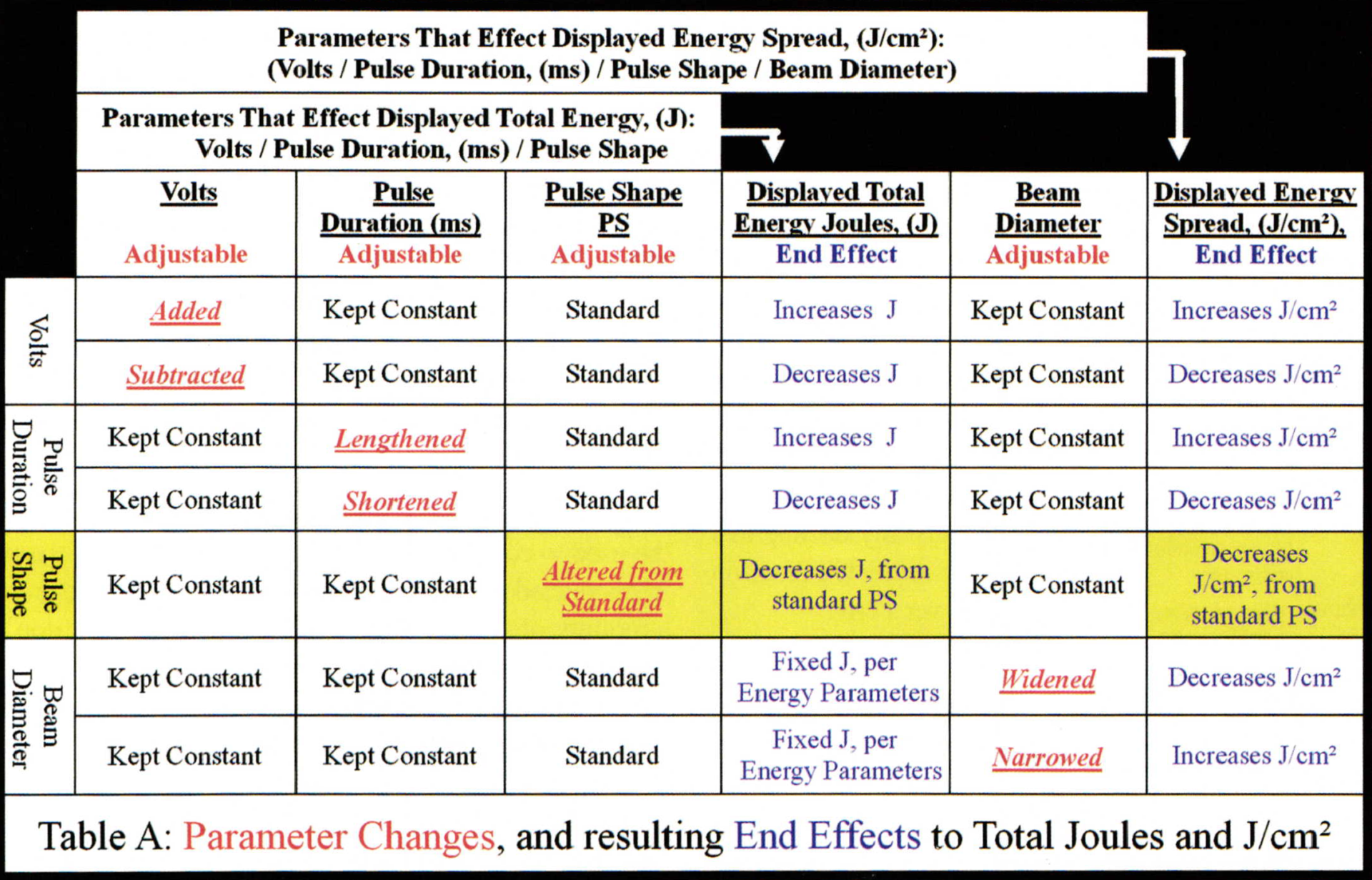
The makes and models of laser welding machines that are being used in today's market place offer either: l.) only standard PS: 2.) standard, as well as a fixed number of pre-programmed pulse shapes, or: 3.) standard, some pre-programmed PS, as well as the ability to customize ones own PS. The models of Rofin that I am most familiar with offer the latter of these 3 options. The Rofin I am using also includes: l.)Acalculated and displayed readout, showing the total selected energy output within the laser beam, (calculated, and shown in Joules, or 'J'), and: 2.) A calculated and displayed readout showing how that total selected energy, (J), is being spread within the selected beam diameter, (calculated, and expressed in Joules per square centimeter, or 'J/cm2'). In the attached, Table A, I have listed all the parameter change effects upon J and, J/cm2. Whereas volts, duration, andPS determine J, and all these parameters, including beam diameter, determine J/cm2, note, in table A the highlighted PS showing that any variation from the standard PS, by itself, will result in lower J, and accordingly any decline in J by itself will result in lower J/cm2.
To the best of my knowledge.metallurgical testing for desired physical properties within laser welds on our precious metal alloys using PS has not been done. While many in our industry are using PS, I would suggest that, within our industry PS is being used in a way to not 'knowingly' alter the physical properties of the weld, but to rather alter the given effect that can be achieved upon the piece by the fine tuning capability that PS allows. Perhaps, as an un-proven side effect, the physical properties of the weld are varied. Although I have no way of proving altered physical properties, (as that requires expensive and time consuming testing), I tend to believe that PS not only changes the visual effect, but also alters the physical properties. PS permits us to fine tune our energy in incredibly small fractional increments in order to set up our J and thus, J/cm2 for various desired effects upon the piece.
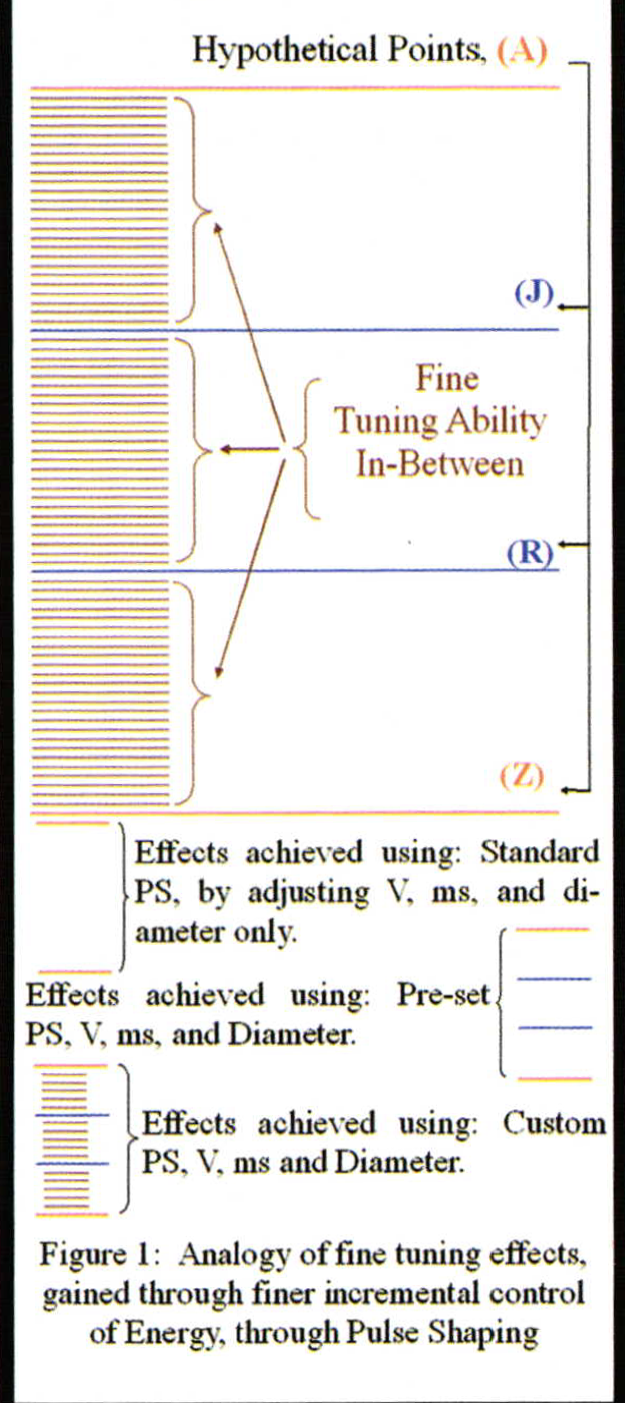
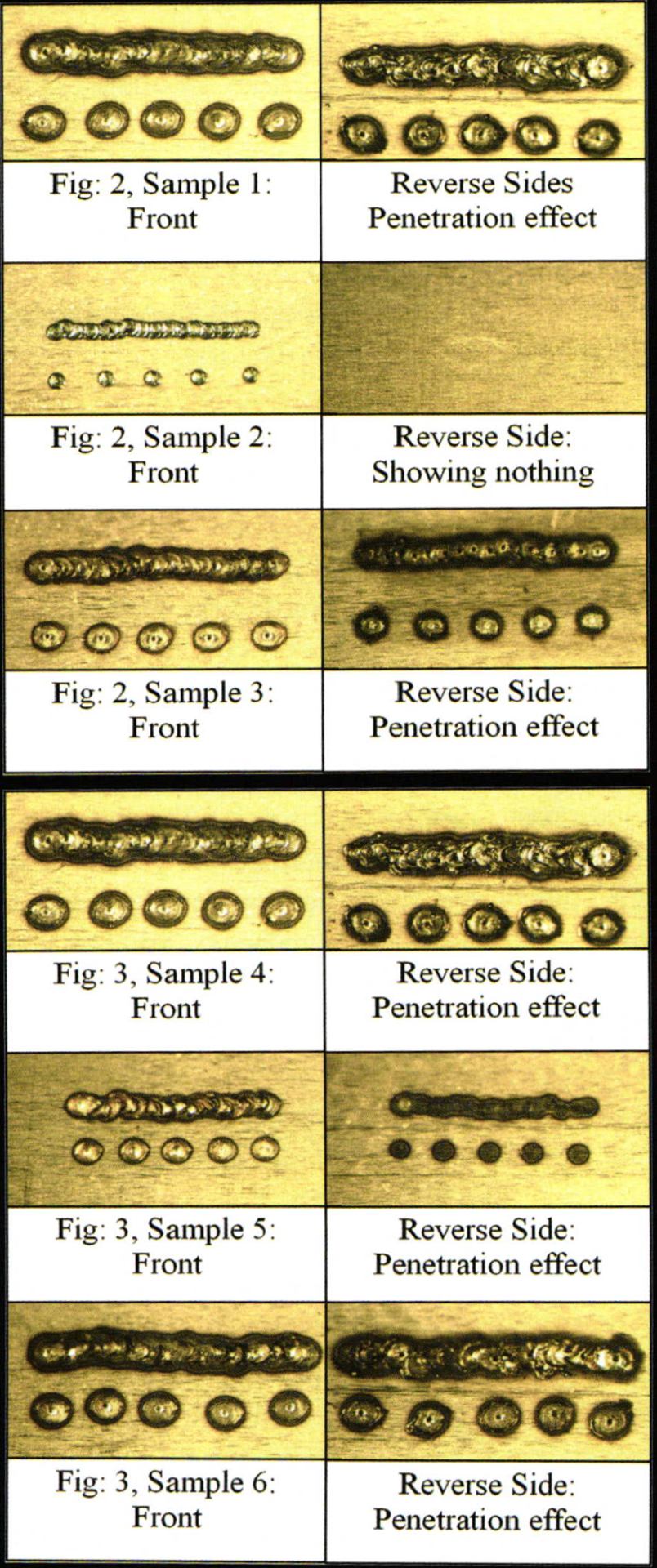
Figure 1 is very simple analogy of hypothetical fractional differences in the effects that can be achieved by customized fine tuning of our J through the use of PS in comparison to the use of only a standard PS and / or the use of pre-set pulse shapes that may come with a given machine. I have included some pictured examples of welds made upon thin stainless steel, (SS), razor blades, (.010″ or 0.25mm, or 30 gain thickness). I used the thin SS because we can easily see the penetrating effect of the weld on the reverse side.
I also conducted these welds without the use of an inert gas shield so that we can easily view, and compare, the heat effected area, (shown as a black ring around the weld). Each sample shows 5 individual laser pulses and a hand drawn bead at the documented parameters in Figure 2 and 3. Note in Figure 2: The only difference in Samples 1,2, and 3 is variations in their pulse shape. Sample 2 is drastically different from 1 and 3, and I hope my pictures show the minute difference between 1 and 3. The difference between I and 3 is definitely obvious to the operator, as the operator is also able to hear, and feel the difference while welding. Figure 2, samples l-3, is only to demonstrate the fine tuning incremental control that custom PS offers over our J and J/cm2.
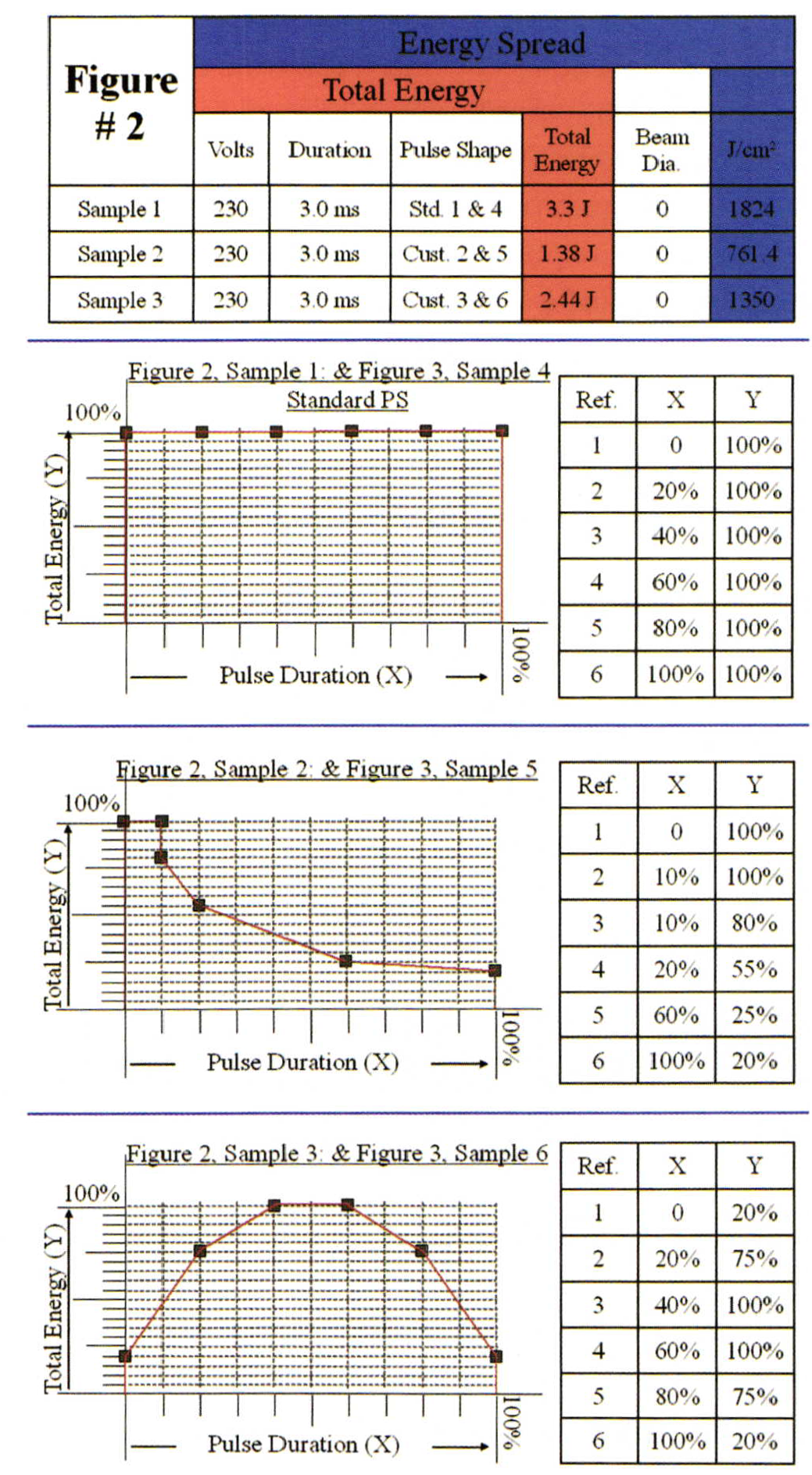
I have a lot of ideas and theories about how PS could be used to conduct metallurgical testing. Most of them, if conducted in a true scientific way, would require great amounts of money and time. Quite frankly, I don't think that this kind of research gets done, unless some large, well funded organization needs it for a purpose that can justify the large expenditures. As jewelers we usually benefit from such science as a side effect. In the meanwhile, however, in the jewelry business you are the scientist who in the case of PS has an incredible amount of variables, at your disposal, to conduct your own trial and error process in the most logical way you can. Figure 3, and samples 4,5, and 6 documents some ideas I have regarding the use of PS in a way that keeps our J and J/cm2 constant or, at least within a target range, so that we can more accurately test the effect of changing only the PS. At this time I cannot show with definitive evidence, what kind of PS works best for any given application. I will say that I believe the most desired physical properties within the vast majority of welds we perform, would be malleability, softness, and ductility. In all my travels and work with jewelers regarding laserwelding, hardness and brittleness that often results in cracking, seem to be the major problems we are faced with. As I stated in my last article, these are generally problems that occur due to pre-existing conditions (hardness, depleted metals from the alloy, and contamination within the alloy). I have also stated in previous articles that these pre-existing conditions generally require us to use much lower J, and ultimately, to lower J/cm2 to get the best results. As you hopefully see here PS gives us more variables in setting up our J, and J/cm2 to help us achieve more adequate results.
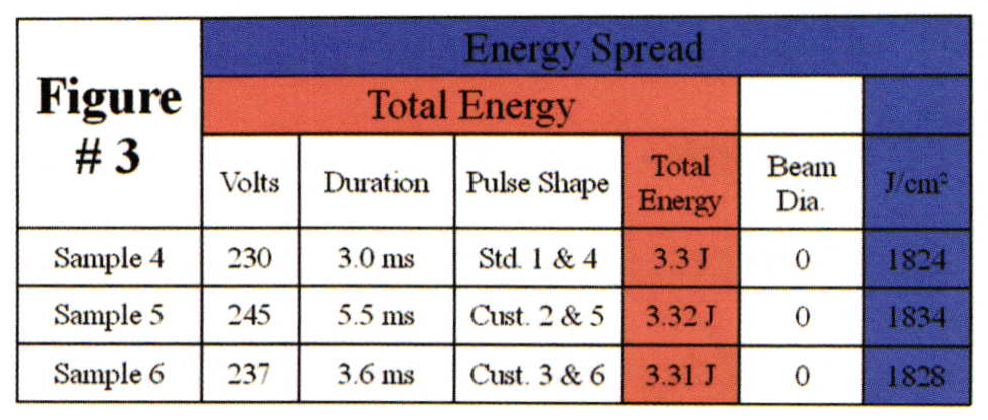
Sample 4 is the same as sample 1 in Fig. 2. I am using sample 4 as the reference sample only because it uses the standard PS and that is what most of us are familiar with. However, if one were to use the method I am outlining here, the standard PS does not necessarily have to be the reference. The idea behind Fig. 3 is to conduct some trial and error testing on a given piece, by the use of any given PS in order to best proportion the volts and ms to a pre-determined beam diameter, (See former Bench Magazine article titled "Proportions and Effects").
When adequate penetrating and melting effects of the weld are reached through proportioning the volts and ms for the given diameter, the displayed J and J/cm2 are noted as the reference that we will use as a target. Then various other PS can be customized for trial. We can then isolate the PS as the only variable parameter by re-proportioning our volts and ms so that the target J and J/cm2 are obtained. If you try this, you will find that if you re-proportion for the target J/cm2, then the J will also fall right into range. You will also find that even though the J and J/cm2 targethas been met or even slightly exceeded, that the lasers effect on the piece is not as aggressive as it was with the standard PS. This is because the J and J/cm2is being delivered differently over the duration of the pulse, as shown in each samples related graph. Here is a statement to ponder. Any given J/cm2 that is delivered in an altered, (from standard), PS, (even if re-proportioned to the referenced target), will never be as aggressive as the same J/cm2 delivered in a standard PS. For this reason,I like to go one step further and compare my altered PS graph to my reference PS graph and determine the percentage of the graph that I have increased or in Fig 3's case where my reference is the standard PS, determine the percentage of the graph that I have changed, and use thatpercentage value to add to my referenced target. I have not done that here but will go into more detail on that in the next article.
As to whether there are any changes to the physical properties in the weld look at the difference in the heat affected zones between Fig. 3's, samples 4,5, and 6. Again (like Fig. 2's sample 1 and 3) the difference between samples 4 and 6 is ever so slight because the difference in the graphical change is not extreme. The J and J/cm2in Fig. 3's samples are all consistent. Yet the heat affected zone is different. In each of these three samples the only variable is the PS. In the welding fundamentals that I have read and studied the claim is made that the weakest point of any good weld will be in the heat affected zone. We also know from our experience that our existing problematic jewelry welding applications generally require lower energies for welding. My suggestion is that perhaps we can use higher energies if they are delivered differently over the duration of the pulse.
In any case, PS certainly offers us many more variables than I have demonstrated here, in our fine tuning ability of the lasers energy. In the case of the particular model of Rofin that I am using for this article all of the six reference points within the PS graph can be moved to almost any of the intersections of the X andYlines on the graph. Then one must consider that every different alloy or metal, as well as every different pre-existing condition within that alloy or metal, will react differently to the particular PS that is customized. I hope you can see the possibilities that are as yet un-determined.
Related Article:
Pulse Shaping: Energy Over Time
Nickel White Gold Welding
Pulse Shaping Test, 14k Ni WG
Related Articles

950 Palladium: Laser Welding Techniques

Platinum Granulation Process

950 Palladium: Manufacturing Tips and Techniques

Testing the Wolf Adjustable Trimmer





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
