
Welding Technology Tool Modifications Part 1
Proper holding and firm contact between parts during tack-, fusion- and pulse-arc-welding is essential. Aside from pieces not meeting properly, most destructive discharges result from poor holding and/or insufficient contact. A destructive discharge causes damage to the parts being assembled. The tools supplied with the Tack II and Pulse-Arc Welders provide good holding devices for the majority of jobs you will encounter. With minor modifications and skillful use of these tools and the development of tools you may design and fabricate, you will minimize destructive discharges. Here are some examples of tool modifications you may find useful.
3 Minute Read
Proper holding and firm contact between parts during tack-, fusion- and pulse-arc-welding is essential. Aside from pieces not meeting properly, most destructive discharges result from poor holding and/or insufficient contact.
A destructive discharge causes damage to the parts being assembled. The tools supplied with the Tack II and Pulse-Arc Welders provide good holding devices for the majority of jobs you will encounter. With minor modifications and skillful use of these tools and the development of tools you may design and fabricate, you will minimize destructive discharges.
Here are some examples of tool modifications you may find useful:
Welding Technology Tool Modifications for Tack-, Fusion- and Pulse-Arc- | |
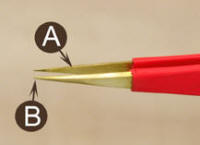 | The tweezers supplied by ABI with the Tack II are made of brass, have sharp edges (A) and very sharp points (B). Brass is a good conductor and a hard alloy making it a material for use with welding procedures. When holding rounded objects for tack welding, like small die-struck karat-gold settings, the amount of contact between the setting and tweezers is poor because of the sharp edges. If used without modification, you may experience a destructive discharge. |
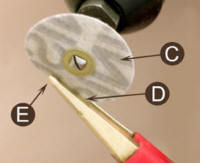 | To modify, Steece Hermanson recommends using a file, sanding disc (C) or abrasive wheels to round the sharp edges (D) of the tweezers prior to use. He also makes the tweezers tips blunt (E) and rounded. Hermanson has several pairs of tweezers and routinely modifies them for various welding applications. |
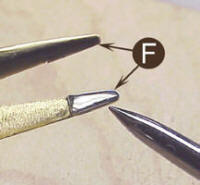 | For platinum applications, Hermanson lined his brass tweezers with platinum (F) to avoid potential harmful contamination during tack-welding procedures. First he files away a flat portion of the inside of each side of the tweezers tips and fits them with platinum. After tacking, he will solder the platinum to the tweezers with easy silver solder. After the assembly is complete, he rounds the tweezers to insure that there will be sufficient contact as shown. |
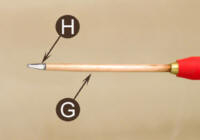 | The probe lead (G) is made of copper and is 2.4mm in diameter. Hermanson advises soldering a 3mm length of platinum (H) to the end of the probe at to avoid contamination when tack-welding platinum components. |
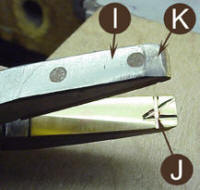 | The pliers lead (I) supplied by ABI is lined with brass and provides ample and secure holding support when modified. Hermanson cut these grooves (J) so he is able to securely hold ring shanks, jump rings, straight wires and a wide variety of other components. He also modified these pliers ends (K) by grinding an angle on each side for use in minimally accessible locations. |
 | Holding a ring shank for tack-welding as shown causes a "break" (L) in the circuit and two sharp edges from the pliers to be in contact with the shank and will result in damage when tack welding is attempted. |
 | Hermanson suggests turning the shank in the pliers and holding so no sharp edges come in contact. Another method is to hold the shank in the optional ring clamp lead. |
 | The optional ring clamp lead comes with a wire attached to copper sheet stock. It is designed to be inserted into the ring clamp and clamped together with the part for tack welding. For the type of work Hermanson performs, he modified a ring clamp by removing a portion of one leather support and securing the copper sheet (M) to it making the unit easier to handle. |
 | For pulse-arc-welding in inaccessible areas such as this emerald ring prong repair, Hermanson modified the ceramic collar by grinding a 45 degree angle at the tip (N). |
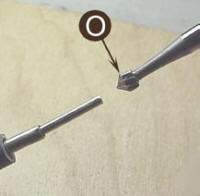 | The tip of the vacuum attachment tool should be modified for the variety of uses its capable of performing. For small beads of solder or granulation, use a small setting bur (O) to create a concave surface. This will help in picking up the bead and insure that there are no sharp edges at the critical point of contact. A larger diameter sleeve can be attached to the end and also made concave to pick up larger beads. |
 | For flat solder, the end of the tip should be flat. For this detail, Hermanson uses a sterling tube that is flat on one end and concave on the other and turns it as needed. Because the standard tube is too large for small pieces of solder, Hermanson fit and inserted a smaller tube (P) into the standard tube as shown. |
Find more Tool Modifications for Tack-, Fusion- and Pulse-arc-Welding Technology here.
Related Articles

950 Palladium: Custom Made Components
Laser Welding Replacing Soldering
Laser Welding Sterling Silver
Benchtop Hydroflux Welders





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
