
Manufacturing Mokume Gane Jewelry
Mokume gane translated from Japanese means "wood eye metal." This rare metal lamination process was developed and used by Japanese craftsmen in the 17th century for the adornment of samurai swords. Today, mokume gane jewelry is growing in popularity. This article covers the details related to the manufacturing process, ring liners, rails, settings, servicing, and quality issues.
8 Minute Read
Today, mokume gane jewelry is growing in popularity and this article covers the details related to the manufacturing process, ring liners.

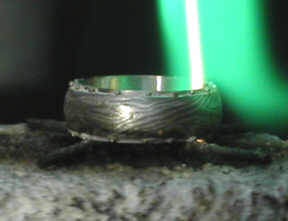
This mokume gane 9 millimeter wedding band contains 14-karat palladium white and sterling silver. It is a comfort fit wedding band with 18-karat yellow gold millgrain rails and a liner. It was designed and produced by James Binnion of James Binnion Metal Arts, LLC in Bellingham, WA.Mokume gane translated from Japanese means "wood eye metal". This rare metal lamination process was developed and used by Japanese craftsmen in the 17th century for the adornment of samurai swords. and rails, settings, servicing and quality issues.
The Layering and Bonding Process | |
 | The mokume gane process begins by layering and bonding several sheets of two to four different metal alloys together. The bonding of metals can be done using solder or by fusion bonding. This overview describes a solder-free solid state diffusion bonding method developed and used by James Binnion. The materials used for this mokume gane manufacturing overview are alternating sheets of 14-karat palladium white gold and sterling silver. The central portion of the featured mokume gane example in the first image is made of the same materials. Each sheet of metal is approximately 1.5 millimeters thick. |
 | Chipp Allard, Binnion's assistant who studied at the Revere Academy meticulously cleans each sheet by placing them in a holding spring in a plastic bowl. Tiva cleaning solution is added and the bowl then held in the ultrasonic. |
 | Next Allard individually sands the sheets using a three step abrasive procedure. After the abrasive procedure is completed, the sheets are rinsed and dried by blowing them off with nitrogen. They are then placed in a vacuum chamber to pull off any remaining water vapor. |
 | Binnion places the cleaned sheets (indicated by the arrow) in a torque plate in preparation for compression. The torque plate is positioned in a hydraulic press as shown and the sheets are mechanically compressed. Binnion states that compression creates "intimate contact" between layers. |
 | The torque plates with the compressed metal are placed into a container and then covered with hot powdered charcoal. The container is then capped and lowered into the kiln for diffusion bonding. The time and temperature for bonding depends upon the alloys. After the bonding is complete, the torque plates and metals are allowed to cool. The newly bonded metal sheets, now referred to as a billet is removed from the torque plates. |
 | Next Binnion reduces the thickness of the billet by 30 to 60 per cent. This step also increases the integrity of the bond. To do this, he will heat the billet to annealing temperatures in a small furnace, then place it in a heavy drop hammer and quickly hit the foot pedal. The hammer drops and compresses the billet. He repeats this process several times to obtain the required reduction. |
 | The billet is then cut into bars then twisted and rolled round. The rounded billet is forged in the hydraulic press in preparation for the jewelry piece, in this case, a comfort fit band. |
Creating the Pattern | |
 | The next step is patterning - which is the creation of the pattern of bonded metals around the band. In this example, the yellow, red and palladium white gold pattern resembles wood grain. Patterns are accomplished by repeating a multiple step process of high speed carving, de-burring, forging and shaping. This is where Binnion's true artistry comes into play in creating his unique mokume gane jewelry. Notice the pattern is visible from the top and inside views of the band. The rails are made of 18 karat yellow gold and soldered to each side of the band after the ring is formed. |
 | For the first step in creating the mokume gane pattern, Binnion uses a high speed 1/2 horse power turbine air tool running at 45,000 rpm with a carbide bit to carve patterning indentations into the billet. |
 | After carving and deburring the billet, Binnion inserts it into a custom made ring forming dye and places it in a hydraulic press to be forged. The forging process flattens the carved billet, ultimately creating the unique pattern. This photo shows the billet after several repetitions of carving, de-burring and forging. |
Forming the Ring and Sizing | |
 | The billet began measuring 8.25 millimeters in width and needs to be 6.5 millimeters when completed. Final shaping and forming will be done with custom made dies and a rolling mill. |
 | Allard then takes the ring blank and cuts it to length to fill the order. He uses an adapted vice to hold the billet for sawing. |
 | The ring blank billet is placed into a tube furnace for annealing. Argon flows into the chamber creating an inert atmosphere and limiting oxidation. When completed, Binnion pulls the blank out of the furnace and it drops into water. |
 | To form the ring, a bending device with custom made forming jigs is used. The Delrin jigs eliminate excessive tool marks. |
 | Allard shapes the ring and adjusts the alignment preparing it for soldering. |
 | Soldering is done at a custom soldering station with the hardest possible solder allowing leeway in performing future alterations on the ring. The ring is firecoated with a mixture of boric acid and denatured alcohol. Because there are different metals in the ring that expand and contract at different rates, its necessary to "confine" the ring during the heating process with the custom made holding device.All that's left is the finishing. Binnion uses a variety of finishes on his pieces. His favorite is a matt finish to highlight the contrasting metal colors. He often uses an etched finish on pieces containing silver. Here are some examples of his designs, patterns and finishes. |
 | This pattern is referred to as a "tight star" and has a matt finish. The metals are 18-karat yellow gold, 14-karat palladium white gold and 14-karat red gold. The ring has a platinum liner and rails. |
 | This ring is a 6 millimeter wide comfort fit band with an etched finish. It has a tight star pattern and contains 14-karat palladium white gold, 14-karat red gold and sterling silver. |
 | This ring is 6 millimeters wide with a tight wood grain pattern. It contains 18-karat yellow gold, 14-karat palladium white gold and sterling silver. The center stone is a mandarin garnet and the side stones are green diamonds and they are set in 18-karat yellow gold bezels. |
Rails and Liners | |
 | Rails and liners are terms used to describe edge trim pieces and the inside solid flat surface of a single alloy for mokume gane bands. They are optional features on James Binnion's mokume gane bands and here are some examples of how his products are offered: This band has no rails or liner and the mokume gane pattern is visible from all views. |
 | There are yellow gold rails on each side of the band and the pattern remains visible on the top and inside ring views. The rails provide a single-color design element on each side, essentially framing the mokume gane pattern. |
 | This band has yellow gold rails and a liner. The pattern is visible from the top view. The liner enhances engraving possibilities on the inside of the band making it easier to read. Occasionally certain individuals may have a sensitivity to one or more of the metals in a mokume gane laminate and the liner (made of gold or platinum) inhibits direct and constant contact with those alloys and this can alleviate the sensitivity issue. |
Installation Techniques for Liners | |
 | This palladium white gold and sterling silver mokume gane band is being prepared for a 14-karat palladium white gold liner. Here it is mounted in a lathe and the cutting tool will create a flat surface inside the band. |
 | The inside edges of the shank are then chamfered. The palladium white gold liner is made to specifications and after precise fitting, it is inserted and mechanically pressed into the band then flared on each edge. |
 | Beads of 14-karat white gold easy solder and flux are carefully placed around each side of the band. A hot air gun is used to dry the flux which holds the beads in position for soldering. The band is placed on a custom stand and soldered. |
Installation Techniques for Rails | |
 | For this palladium white gold and sterling silver mokume gane band, grooves are cut on the sides and 14-karat palladium white gold rails are precisely fit. The rails are wired to each side and the band is prepared for soldering. |
 | Beads of 14-karat white gold easy solder are evenly placed around the seam between the rail and the band. A hot air gun is used to dry the flux and to secure the beads of solder. The ring is placed on a custom stand and soldering is completed. |
Mokume Gane Jewelry Service Considerations
Like most jewelry products, mokume gane jewelry may require sizing and alteration to meet customer's special requests. Here's a quick guide to handling mokume gane for the retailer:
- Sizing - Binnion Metal Arts offers sizing to retailers carrying his products. The ring sizing is accomplished through compression and expansion to fulfill the sizing requirements. Since ring sizing gauges and ring mandrels differ, Binnion provides brass sizing blanks marked with the ring sizes for his customers. They are calibrated to Binnion's studio mandrels for precise sizing results. By performing the ring sizing through expansion and contraction, the pattern remains consistent around the ring.
- Custom Orders - Binnion accepts custom orders for his mokume gane jewelry. He creates and provides CAD (Computer Aided Design) images to his customers for easy viewing of the custom designs.
- Finishes - Binnion Metal Arts produces several finishes on their mokume gane jewelry. Jewelers can easily reapply the finishes after wear or they can be returned to Binnion's studio for refinishing.
- Gemstones and Settings - Gemstones and settings can be added by jewelers using standard soldering and setting techniques. Flush setting can be done in the mokume gane as well as soldering for settings.
- Display - With daily handling (set up and take down of displays) mokume gane jewelry will need to be periodically cleaned. Binnion provides easy cleaning instructions or offers to clean the products free of charge.
Related Articles

The Anatomy of Ornamenta 1

Getting to Know Gregore Morin

Lynda Watson-Abbott: Visual Diaries

Fads and Fallacies: Fashion





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
