
Making a White Gold and Turquoise Cameo Pendant
This article covers techniques for making this custom designed 14-karat white and 22-karat yellow gold granulated pendant for a customers turquoise cameo purchased while traveling overseas. The cameo will be set in a wire loop bezel and the 22-karat yellow gold granulation will be completed after the pendant is finished. Along with traditional techniques, tack- and fusion-welding technology was used to expedite the work.
2 Minute Read
This article covers techniques for making this custom designed 14-karat white and 22-karat yellow gold granulated pendant for a customers turquoise cameo purchased while traveling overseas. The cameo will be set in a wire loop bezel and the 22-karat yellow gold granulation will be completed after the pendant is finished. Along with traditional techniques, tack- and fusion-welding technology was used to expedite the work.

Making a Granulated Pendant using Welding Technology | |
 | The bottom gallery was formed using 2 x 2 millimeter 14-karat white gold square wire. The cameo was placed over the pendant to ensure the shape and proper sizing. |
 | Next 14-karat white gold jump rings were made for the wire loops. Each jump ring was cut and filed flat the bottom sides. As shown in this photo, the modified jump rings were placed around the base of the pendant to ensure the proper spacing. |
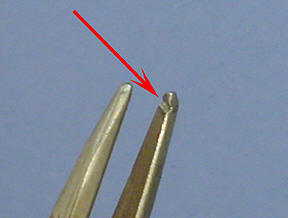 | In preparation for tacking the wire loops to the gallery the tips of the tweezers were modified by rounding them, so the sharp points would not come in contact with the gallery during the procedure. A groove was also cut in one side so they could be held firmly while being tacked. |
 | The wire loops were tacked one at a time to the gallery. The ABI Tack II was set on 40 volts on the high energy setting. The gallery is firmly held on the contact pad which is connected to the negative terminal. The rough texture of the contact pad was sanded smooth for better contact and to reduce the "footprints" created by the electrical energy from the rough surface. Each end of the loop was firmly touching and a single pulse of energy was used to tack them on. The brass tweezers were attached to the positive terminal. |
 | The tacked loops were soldered using 14-karat easy white gold solder. No holding devices were required since the loops were tacked and would hold their position during the soldering procedure. |
 | The pendant bail was made and attached. Next the assembly was polished and the turquoise cameo set. In preparation for the granulation, a 0.80mm round ball bur was used to create a small indentation below each wire loop junction. This step provided an even surface in which to fusion-weld the 22-karat yellow beads. |
 | The granulation was completed on the bail first by carefully placing and fusing the small beads one at a time. Next the granulation was completed at each wire junction. The ABI Tack II was used for the granulation with the contact pad and the vacuum attachment. The vacuum attachment has a sterling silver housing into which a smaller sterling tube was inserted. The tip of the tube was made concave by using a small high speed setting bur. Each bead was picked-up with the vacuum assisted lead, firmly held it in place and and a pulse of electrical energy was released by tapping the foot pedal once. The Tack II was set on the high-energy setting at 30 volts. |
 | The pendant was finally polished and the cameo set prior to completing the granulation. Once the granulation was completed, the back was re-touched where it came in contact with the contact pad. |
Important
Tack-, fusion- and pulse-arc equipment settings will differ and are based upon the volume, amount of contact and alloy of the material you are working with. Practicing using like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
Related Articles

Fabricating a Free Form Opal Pendant

950 Palladium: Superior White Color

Architectural Portraits of Vicki Ambery-Smith

Jewelry Designs: Hope Pendant





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
