
950 Palladium: Stock Mountings and Findings
The reintroduction of white, bright and light palladium for use in the jewelry industry has quickly introduced an expanding assortment of palladium stock items offered in a variety of palladium alloys. It is very important to know about the 950 palladium alloy that you are working with and to become familiar with their compatible features. Because the ingredients of 950 palladium alloys vary, so may factors such as color and working characteristics. For the best results when sizing, servicing or building jewelry pieces at the bench, use like materials.
6 Minute Read
The reintroduction of white, bright and light palladium for use in the jewelry industry has quickly introduced an expanding assortment of palladium stock items offered in a variety of palladium alloys. These alloys contain 950 parts of palladium and 50 parts of other metals (this portion of the alloy may vary among suppliers).
The most common alloy component is ruthenium, which, along with palladium belongs to the platinum group of noble metals. Ruthenium usually comprises about 4.8 percent of the 5% mixture, leaving room for trace elements of other metals that improve working, wearing or casting characteristics. This alloy combination is suitable for general purposes such as casting and fabricating and has an as-cast Vickers hardness of about 110 to 130 depending upon the specific mixture.
This article covers 950 palladium methods and techniques for:
- The assembly of mountings and findings
- Soldering
- Sizing up
- Finishing
Other 950 palladium alloys may include in their 5% mixture metals such as nickel, copper, silver, cobalt, and various combinations of these. These alloys will range in working characteristics for various bench and manufacturing tasks.

It is very important to know about the 950 palladium alloy that you are working with and to become familiar with their compatible features. Because the ingredients of 950 palladium alloys vary, so may factors such as color and working characteristics. For the best results when sizing, servicing or building jewelry pieces at the bench, use like materials.
This article features stock pieces (in this case, a cast mounting and a die struck setting) that were provided by R-Findings, Rochester, NY. They have a large selection of 950 palladium mountings, findings, sizing wire and solder. The provided R-Finding's palladium products are made from a 950 palladium and ruthenium alloy that is mixed with trace elements of other metals.
Working with Palladium Stock Mountings and Findings | |
 | The 950 palladium mounting is cast and pre-finished. There are some parting lines and other minor details that need removal. For the inside of the mounting (deeply stamped 950 Pd from the supplier) silicone abrasive cylinders from Stuller were used to smooth and prepare for polishing. |
 | The grits of these abrasive cylinders range progressively from coarse to extra-fine. Because the mounting was delivered in a pre-finished state from the supplier, only the two finest grit cylinder wheels were necessary to complete the job.Tip: Palladium requires fewer steps for pre-finishing and polishing as compared to platinum. Polishing palladium is made more efficient by pre-finishing with a series of fine abrasives, which may require a few extra steps as compared to white gold alloys. |
 | For the outside of the mounting, 3M's FX polishing wheels were used. Again, the mounting was nicely pre-finished so only the extra-fine 1,500 and 3,000 grit wheels were used to brighten the mounting. Tip: 3M's FX polishing wheels are ideal for use with palladium. They range in grit from 240 to 3,000 and the unique core material will conform to the shape of the object being pre-finished. Because the wheels contain fine polishing grit, they do not require polishing compounds. This makes them cleaner to use as well as more efficient. |
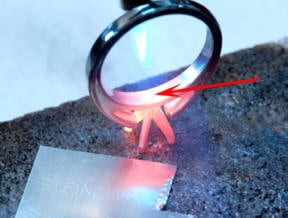
 | To prepare for soldering, the setting is fit onto the mounting. Next a hole is drilled to receive a peg type setting. The peg is square measuring 0.90 X 0.90 mm and 1.30 mm across the diagonal. A 1.01mm drill bit was used so the fit of the peg was snug and held itself in place for soldering. Once the fit was adjusted, the setting and mounting were polished prior to soldering using Bendick white rouge. Then the assembly was soldered using R Findings' easy flowing palladium solder. (Please see the first image of this article showing the solder used and the assembly being soldered on the high-heat soldering block). |
 | The mounting developed a very slight surface discoloration or light oxidation. The discoloration ranges from blue to violet. Though it cannot be removed by pickling, it is simple to correct using a variety of methods. Tip: Methods for removing surface discoloration include use of a neutral flame, use of fine abrasives or just polishing. |
 | With this assembly, the most efficient way to eliminate the surface discoloration is to use a neutral flame (a mild flame with equal parts of natural gas and oxygen). The ring was mildly heated for 20 seconds, after which the mounting returned to its pre-soldering polished luster. Tip: Use of higher heat palladium solders (medium and hard) will also cause palladium to slightly discolor. A neutral flame may reduce the discoloration to a dull white which can be quickly re-polished. |
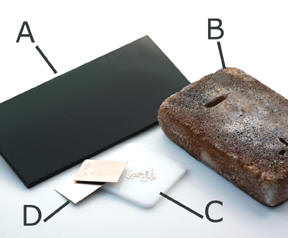 | Soldering palladium requires no flux or fire coating solution (unless gemstones are present). When soldering or annealing always wear protective welding eyewear (A) with a minimum darkness rating of 5. A high-heat or platinum soldering block is used (B) for most soldering applications. Make an effort to keep solder clean and free of debris. Here, chips of solder are prepared for use and kept off the bench on a small clean plate (C). R Findings supplies easy and medium palladium solder in sheet form (D). |
 | The excess peg material is removed by hand filing and use of rotary abrasives. Two very small pits were detected in the solder joint around the peg so a rotating, highly polished tungsten carbide burnisher was used as shown to blend them into the ring. |
 | After the burnishing process, an extra-fine small rubberized diamond abrasive wheel was used to remove the traces of the burnishing and to pre-polish the mounting in the area of the assembly. |
 | The ring was again polished with Bendick rouge and the center stone set. Palladium has little or no memory so the prongs did not spring back during the setting process. |
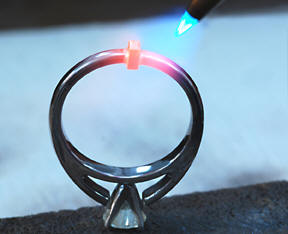 | With the sale of the ring, sizing is required. For sizing the ring up, the shank is cut and a small piece of palladium sizing stock (provided by R Findings and made from the same alloy as the ring) is inserted. R Findings advises the use of their medium palladium solder for soldering of sizing joints. Small snippets of that solder were placed on each side of the sizing stock and the soldering was completed using a natural gas and oxygen torch. The joints are mildly but quickly heated. The shank and the sizing stock reach solder melt and flow temperatures simultaneously. The gemstone was fire coated (but not the ring) with a mixture of denatured alcohol and powdered boric acid. |
 | This time after soldering, the ring has much less surface discoloration but because of the higher heat solder, the area on each side of the joint lost its polished luster. |
 | To protect the gemstone from being damaged by heat, it is coated again. Then, a neutral flame is again used to remove the discoloration. Filing and polishing reveals a clean smooth joint |
Polishing Palladium Made Easy!
Brenda Warburton of Austin and Warburton in Ann Arbor , MI uses a very effective ONE-STEP polishing process for palladium jewelry. After doing fine abrasive pre-finishing, she uses white Bendick Rouge from C. R. Hill Company to produce a fine finished luster. This amazing rouge eliminates fine scratches and reveals the natural bright, white color of palladium.
Palladium Jewelry Manufacturing: Frequently Asked Questions:
![]() Does 950 palladium jewelry require rhodium plating?
Does 950 palladium jewelry require rhodium plating?
![]() NO! Palladium is bright white. For the whitest, brightest results when polishing palladium use white jeweler's rouge and then white 8,000 grit platinum rouge as the final step in the polishing process. The acquired finish after these two polishing compounds are used will rival rhodium plated white gold. Palladium however will keep its natural whiteness over time, unlike most white gold alloys which depend on rhodium plating to become white and to maintain whiteness over the years.
NO! Palladium is bright white. For the whitest, brightest results when polishing palladium use white jeweler's rouge and then white 8,000 grit platinum rouge as the final step in the polishing process. The acquired finish after these two polishing compounds are used will rival rhodium plated white gold. Palladium however will keep its natural whiteness over time, unlike most white gold alloys which depend on rhodium plating to become white and to maintain whiteness over the years.
Related Articles

Moissanite Necklace Repair with Welding Technology

950 Palladium: Laser Welding Techniques

Platinum Ring Sizing and Torch Welding

Flat Topped Solitaire Setting





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
