
Pulse-Arc-Welder: Box Clasp Tongue Repair
This 14-karat yellow gold heavy bracelet chain has a broken tongue at its critical springy location. An ideal method for its repair is a non-torch pulse-arc welding approach so the alloy in the mechanism is not annealed or softened in the process. For this repair, the ABI Tack II and Pulse-Arc welders provide the ideal solution.
2 Minute Read
This 14-karat yellow gold heavy bracelet chain has a broken tongue at its critical springy location (A). An ideal method for its repair is a non-torch pulse-arc welding approach so the alloy in the mechanism is not annealed or softened in the process.
For this repair, the ABI Tack II and Pulse-Arc welders provide the ideal solution.
Box Clasp Tongue Repair using Pulse-Arc-Welder Technology
 | First file or sand a smooth flat joint on both sides of the broken tongue. The joint should be prepared so the tongue will be angled properly for a secure fit in the box catch after the welding has been completed. |
 | Tack-weld the broken tongue in place (B). The ABI tack welder was set at 40 volts and on the high-energy setting. Use the tweezers lead to hold the bracelet and the pliers lead to hold the tongue. Hold the parts with the leads using firm pressure. |
 | Depress the foot pedal once to provide a single pulse of energy to complete the tack-weld. If the alignment is satisfactory, proceed to pulse-arc welding the joint. NOTE: If you are not satisfied with the initial alignment, use moderate finger pressure to break the finding apart at the tack-weld joint. Re-sand the joint, position and re-tack. |
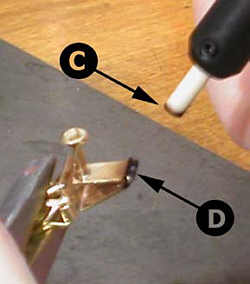 | For this volume and alloy of material, the ABI Pulse-Arc welder was set on 40 volts at the high-energy setting. Use the #2 welding tip on the welding pencil. The electrode of the welding pencil is recessed about one millimeter inside the ceramic tip. Use repeated pulses of energy complete the pulse-arc welding across the joint. |
 | After the welding procedure, inspect the joint to insure it is complete. Test the spring and security of the joint. |
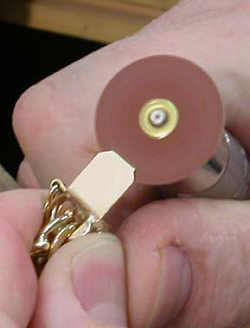
 | Use Foredom's ceramic impregnated rubberized abrasive wheels to smooth the joint. They come in six different color coded grits measuring 7/8 inch diameter x 1/8 inch thick. The grits range from coarse (120 grit) to super fine (1500 grit). They generate less heat when used and last longer. |
 | Polish, clean and prepare for customer delivery. |
 | This repair process took 4 minutes to complete. The tongue did not become annealed or softened during the tack and pulse-arc welding process and did not require extensive pre-finishing, finishing and polishing. |
Important:
All tack-, fusion- and pulse-arc equipment settings will differ and are based upon the volume, amount of contact and alloy of the material you are assembling. Working with like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
For questions related to this process, contact Mark B. Mann at markbmann@gmail.com. For general information related to ABI equipment and procedures, or for a list of distributors, contact Janet Kirk at 888-494-2663 .
Related Articles

Setting and Shank Assemblies

Jewelry Designs: Titan Pendant

Bench Mag Favorite Tips 2002

Pulse-Arc-Welder: Ring Prong Replacement





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
