
Laser Welding Plique a Jour Owl Brooch
3 Minute Read
Laser welders, it seems, have as many applications as there are imaginations and types of jewelry. This laser welding project replaces the pin stem and clutch on a "Plique ajour," opal, and ruby owl brooch.
Just a bit of information on the Plique a Jour Technique
The Dictionary of Enameling by Erika Speel defines Plique-a-Jour as "Translucent or Opalescent Enamels fused to span across a network of cells formed with gold, silver, silvered copper, or copper, without a backing under the glazed.areas. The fused enamel is an integral part ofthe finished surface, with the glaze forming a shell veined with metal outlines. Plique-a-jour is seen to best effect when lit strongly from the back. Lacking such illumination the enamels tend to look dense or semi-opaque. Plique-a-jour has been in fashion since the late 19th century for jewelry and small decorative articles. Although visually very alluring, plique-a-jour pieces are more fragile than other types of enamel work and require careful handling in use."
Be thankful for laser welding technology!

This particular brooch is missing the pin stem and Clutch. We will laser weld new pieces in place and use a couple of masking techniques to protect the fragile enamel.
Laser Welding Repair Project on Plique a Jour Owl Brooch | |
 | Fig. 1 shows the brooch from the backside with out the pin stem |
 | Fig. 2 shows a close-up of the broken clutch and its proximity to the enameled surface. |
 | Carefully grind away the old clutch; here we will use a separating disc (fig. 3). |
 | It is important to leave a bit of the clutch for a base to weld the new piece on. (Fig.4).Leaving the base will give us some insurance against penetrating through the enamel frame, especially since we did not make the piece and don't know it's true composition or thickness. |
Now that the old clutch has been removed, what measures can we take to protect the brooch from damage from the laser? Obvious potential problems include overheating, penetrating through the metal, ricochet, and direct pulse to a sensitive area.
To keep from overheating the piece, hold the piece in your fingers while welding. This technique is almost always most desirable and appropriate for control and safety. Holding it in your fingers allows you to feel how hot the piece is getting as you are working on it. You can also use the air nozzle inside your laser to help cool the piece.
You can use a less powerful setting to begin and thereby avoid penetrating through the piece. If necessary gradually increase the milliseconds or decrease the beam width first, before increasing the voltage.
As for the problem of ricochet or direct pulse to sensitive areas, masking the piece seems to work well. A couple of techniques to mention here are the use of a putty called "plasti-tac" and the use of a Sterling silver tool/template.
 | The "plastic-tac" can be purchased at an office supply house. It can be placed over the sensitive areas and around the laser welding area leaving the base exposed to put the new clutch on. (fig.5) |
 | A nice feature of laser welding and is that you can put the pin stem in the clutch for proper angle and positioning before welding the base of the clutch. fig. 6 |
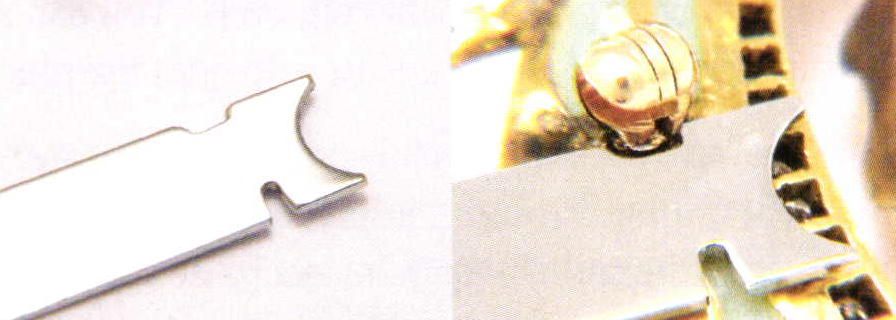 | Another way to mask the welding zone and protect sensitive areas is to use a highly polished Sterling silver template. (fig 7) |
The highly reflective silver will shield the sensitive areas and provide excellent protection against ricochet and a stray direct pulse to an unwanted area. One note: be sure to keep the silver template free of oxides from the laser pulses. Silver works well when shiny, but it absorbs the full pulse when darkened by oxides. Cut your template to meet the needs of the job.
 | In fig. 8 you can see where the pieces are in relation to each other. Notice the pin stem is slightly bent to conform to the original way the pin stem fit because of the enamel cells. |
 | Fig. 9 shows the finished piece. |
- Special thanks to Richard McMullen for his expertise in my research of plique a jour.
Related Articles

Jewelry Designs: Steeplechase Pendant

Jewelry Repairs with ABI Mini Pulse Arc III

950 Palladium: Making a 3-Stone Ring
Laser Welding Replacing Soldering





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
