
950 Palladium: 22K Granulation Wedding Band
This band was designed and rendered using Gemvision Matrix jewelry
 design software. The 22-karat granulation beads measure
 approxiametely 1.0 millimeter and have a small space between them.
 The 22-karat granulation beads will be permanently applied by
 fusion-welding using the ABI Tack II and the vacuum pump and ring
 clamp attachments.
2 Minute Read
This band was designed and rendered using Gemvision Matrix jewelry design software. The 22-karat granulation beads measure approxiametely 1.0 millimeter and have a small space between them. The 22-karat granulation beads will be permanently applied by fusion-welding using the ABI Tack II and the vacuum pump and ring clamp attachments.

 | The 950 palladium wedding band was cast by Hoover & Strong using their new TruPd™ 950 palladium alloy. Then it was polished and finished. The indentation on the band for the granulation beads is smooth and even. The outer surface has a brush texture finish and the inside surfaces are highly polished. |
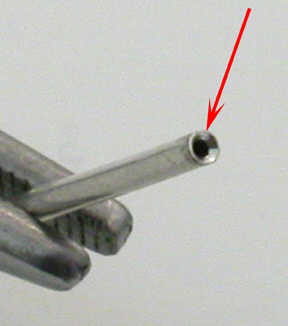 | For the fusion welding of the 22-karat beads onto the 950 palladium band, a vacuum attachment is used to pick up the beads in conjunction with the Tack II. It generates vacuum pressure that's pulled through a tube type handpiece. With the pressure, an operator can pick up beads or solder and fusion or tack weld the small pieces in a precise location. For picking up beads, a small setting bur is used to make the tip of the tube into a concave shape. For solder, the tip of the tube should remain flat. |
 | The tip of the smaller tube is placed into the larger tube of the handpiece lead attachment. It is a precise fit with no air leaks. |
 | The 22-karat beads are placed in a small container to keep them from rolling away. The finishing of the ring is complete and ready for the granulation application. |
 | The vacuum pump attachment is placed on top of the ABI Tack II. The air hose is attached to the vacuum pump and the wire lead is attached to the positive terminal on the Tack II. The ring clamp lead is attached to the negative terminal. The unit is turned on and set at 30 volts on the high energy setting. |
 | The ring clamp lead has a piece of copper on one side with standard leather on the other. The wire lead that's attached to the negative terminal is also attached to the copper. |
 | The fusion welding of the granulation beads is best done under magnification. Here a bench microscope is used. The beads should only make contact at their base with the TruPd (trademark symbol) 950 palladium and not with the sides of the indentation or with an adjacent bead(s). |
 | The energy was increased to 45 volts. The bottom of the indentation was smooth and even with no roughness. The beads were picked up by the vacuum attachment and positioned for welding. During the welding process, the handpiece was held perpendicular to the ring and firm pressure was applied between the bead and ring. |
 | During the fusion welding process there was no discoloration, oxidation or other problems to clean up after the ring was completed. A final polish using Foredom's Platinum White (6000 grit) polishing compound was used to give the smooth surface its final polish and luster. The 22-karat yellow gold beads were purchased from SPM. SPM can be reached at 914-273-5500 . The beads come in three sizes in 22-karat. TruPd™ is a new product of Hoover & Strong. It is supplied in casting grain, sheet and wire. Palladium solder is also available for use with the new alloy. |
Related Articles

Platinum Ring Sizing and Torch Welding

Laser Platinum Fabrication

The Plique a Jour Technique with Torch

950 Palladium Bridal Jewelry Manufacturing





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
