
Making a Platinum Wire Setting
These materials are for a platinum pendant and they include wire made of a platinum iridium alloy. This article covers a manufacturing method using tack-welding technology for making the wire setting for a pendant with a movable bail.
2 Minute Read
These materials are for a platinum pendant and they include wire made of a platinum iridium alloy. This article covers a manufacturing method using tack-welding technology for making the wire setting for a pendant with a movable bail.

Making a Platinum Wire Setting Using Tack-Welding Technology | |
 | The rectangular wire was formed for the base of the pendant and divided it into four equal sections using a divider and a black marker. The wire was pre-polished after forming and soldering. |
 | Individual prongs were cut to length from the round wire and filed to a uniform angle at the base of each one. Using the ABI Tack II, each prong was tacked to the lower gallery wire. The contact pad and pliers leads were used with the unit set on 40 volts on the low-energy setting. |
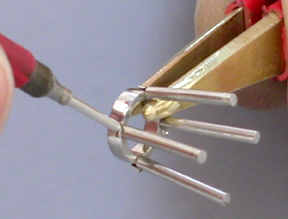 | Clippings of 1500 solder were tacked at the base of each prong. The vacuum pump and pliers leads were used with the unit set at 30 volts on the low-energy setting. There was good contact between the piece of solder and the lower gallery wire and prong junction with no rough edges or other obstructions that would cause a destructive tack-weld. |
 | It is very important that the tip of the vacuum pump lead is filed flat and makes good contact with the piece of solder. This image shows four prongs tacked to the lower gallery wire and 1500 platinum solder tacked at each solder joint. |
 | The upper gallery wire was formed from round wire. The position of each prong was notched in it so the wire would drop into place at the correct height. It was then soldered at each prong junction with 1500 solder. |
 | A "U" shaped wire was tacked to the upper gallery wire. The welding unit was set to 30 volts on the low energy setting and the connector wire ends were slightly rounded to remove sharp edges. |
 | Pieces of 1500 solder were tacked at the connector joints and torch soldered them. |
 | All parts were pre-polished and finished through the manufacturing process. Next the movable bail was formed and attached. The center stone was set and the pendant finished. |
Important
Tack-, fusion- and pulse-arc equipment settings will differ and are based upon the volume, amount of contact and alloy of the material you are working with. Practicing using like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
Related Articles
The PUK Fine Welding Devices

950 Palladium: Manufacturing Methods

Making a Double Domed Pendant

Design Layout Tip





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
