
950 Palladium: Superior White Color
Striking differences between elements such as color, tone, texture, reflection, refraction, pattern and shape create contrast. Contrast not only enhances the qualities of each juxtaposed element, but can also create a pleasing balance in a design. Jewelry designs featuring the richness of yellow and the brightness of white metals offer consumers another direction in expanding their jewelry wardrobe. For the jeweler however, creating the intended contrast between yellow and white gold usually involves a matte finish and rhodium plating on the white, with the additional concern for allergic reaction due to the nickel in the alloy. With yellow gold and platinum there is contrast, along with a price tag that is prohibitive to many customers. The clear alternatives are palladium alloys which offer a true white contrast to yellow gold at comparable pricing. Belonging to the platinum group metals, palladium shares the same hypoallergenic characteristics, purity of color and lack of memory (a perfect stone-setting medium) as platinum, though it is lighter in weight and more easily gives way to a bright lustrous finish.
7 Minute Read
Striking differences between elements such as color, tone, texture, reflection, refraction, pattern and shape create contrast. Contrast not only enhances the qualities of each juxtaposed element, but can also create a pleasing balance in a design. Jewelry designs featuring the richness of yellow and the brightness of white metals offer consumers another direction in expanding their jewelry wardrobe.
For the jeweler however, creating the intended contrast between yellow and white gold usually involves a matte finish and rhodium plating on the white, with the additional concern for allergic reaction due to the nickel in the alloy. With yellow gold and platinum there is contrast, along with a price tag that is prohibitive to many customers. The clear alternatives are palladium alloys which offer a true white contrast to yellow gold at comparable pricing.
Belonging to the platinum group metals, palladium shares the same hypoallergenic characteristics, purity of color and lack of memory (a perfect stone-setting medium) as platinum, though it is lighter in weight and more easily gives way to a bright lustrous finish.
Palladium is rapidly growing in recognition as a prime metal for jewelry manufacturing. Newly developed 950 palladium alloys have facilitated its use, making 950 palladium the solution. 950 TruPd palladium from Hoover & Strong is one example of the new alloys available and the one featured in this article. It is an ideal alloy for both casting and fabricating.

This 950 TruPd palladium and 14-karat yellow gold pendant contains cabochon tourmalines and a cultured freshwater pearl. It is an excellent example for illustrating the superior white color of palladium in contrast with yellow gold.
Manufacturing methods and techniques covered in this project include:
- Design contrast considerations for 950 palladium
- Soldering techniques for 950 palladium to 14-karat yellow gold
- 950 palladium annealing, forming and fitting
Gemstone Setting, Pre-Finishing and Polishing of 950 Palladium | |
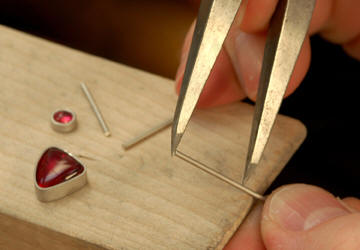
 | The bezels were made for the tourmaline from 950 TruPd palladium. The wire size for the larger bezel is 2.5x1mm. The bezel wire was rolled to decrease its thickness to 0.7mm and then formed around the cabochon. The inner seat or platform for the gemstone is made from 1.5x1mm rectangular wire and formed and soldered to the inside of the bezel. Next, the 950 palladium wire is annealed on a platinum soldering block. Tip: When torch annealing larger diameter 950 palladium wire, use a vented tip with an oxidizing flame. Heat the wire to a yellow-orange color and hold it at that temperature for 30 to 60 seconds. View the palladium wire being annealed through protective welding goggles with a minimum rating of 5. |
 | The wire turns a soft white color (from a high luster) after annealing. The end of the wire is filed flat and then measured for length and marked using dividers. The 3 palladium loop wires are cut and shaped. After shaping, the wires are soldered to the bezel using medium palladium solder. Tip: Use palladium solder progressively. In this project, palladium hard solder was used to join the bezel wire ends, and then medium was used to connect the inner seat into the bezel. When soldering palladium, good metal-to-metal contact is critical for secure joints. |
 | After the wire loops are soldered to the bezel, they are curved downward using flat nose/round combination pliers. The wires formed easily with little or no deformation due to the superior malleability and hardness of palladium. Next, a yellow gold wire is shaped to form the lower gallery wire for the pendant. Then the palladium assembly is soldered to it. Tip: Pre-finish all parts throughout the assembly process. For this project, 14-karat easy white gold solder was used to connect the palladium assembly to the yellow gold. The heat from the torch was concentrated at the base of the yellow gold wire. Standard soldering flux was used. The yellow gold was fire coated with a mixture of denatured alcohol and powdered boric acid. There was no treatment necessary for the palladium and it did not oxidize during this or any step of the project. |
 | The palladium loop for the lower assembly is formed and soldered. The loop was held in place by tacking it with an ABI Tack II tack welder. After tacking, it was soldered using easy palladium solder. Tip: This loop was held in place by tack welding. Without tack welding it would have been necessary to hold it in place with tweezers or another holding device for soldering. For palladium soldering procedures, holding devices such as tweezers should have palladium or platinum tips. Soldering Tip: For best results when soldering palladium, use an oxidizing flame to directly heat the joint. |
 | The bezel for the round cabochon and the wire loops for the upper assembly and the pearl drop are pre-finished and semi-polished. The loops are tacked on with the ABI Tack II tack welder and then soldered. The palladium loop is soldered using easy palladium solder and the yellow gold loop is soldered using 14-karat easy white gold solder. |
 | The palladium portion of the bail is formed from wire that was 0.8mm thick. The sides are tapered by filing. Next the yellow gold outer pieces are formed from 1.1mm round wire. After the fitting, one side of each yellow gold outer piece is filed flat. Using 14-karat easy white gold solder, the bail is joined, then pre-finished and installed on the pendant. The assembly is ready for pre-finishing and polishing. In this image, the inside portion of the bezel is being pre-finished using a 2mm rubberized abrasive pin polishing point. Tip: Polishing pins are available in 6 grits. They are capable of removing tool marks and shaping. The finer grits provide a nice pre-finished luster ready for polishing. Using a quick change handpiece makes changing the polishing points quick and easy. |
 | All tool marks are removed with sanding sticks and rubberized abrasives. The finer grits are used as the final steps in pre-finishing and the pendant is ready for magnetic finishing. Tip: Magnetic finishing brightens the assembly. This piece was run for 30 minutes. The finisher contained water, a few drops of liquid burnishing compound and small stainless steel micro pins. |
 | The magnetic finishing has brightened the assembly and left minute percussion marks on the metal. They are easily removed in the polishing process. This image shows the results immediately after the magnetic finishing process and prior to polishing with the gemstones placed in their bezels after tumbling. |
 | The polishing process for this assembly begins using the small bench top Foredom lathe motor and 3M radial bristle discs. Radial bristle discs come in 7 color-coded grits ranging from semi-coarse to ultra fine. Only the finer grits are used as this piece is already smooth and bright. No polishing compound is used with bristle discs, so the process is clean. Using the motor on the bench top saved a trip to the polishing machine and required less time over using a flexible shaft with smaller bristle discs for the same process. Since negligible debris is generated in this process, dust collection or a hood is not necessary. Tip: Radial bristle disc components are used in groups-threaded onto a hub by the user—to achieve various widths of polishing surface. For most projects, threading 6 individual disc components on one hub is sufficient. Fewer may be used for smaller objects. The very end of the bristles performs the burnishing of the metal. For best results and long life for the bristle discs, do not push or otherwise force parts into the wheels for pre-finishing. |
 | The pendant is now ready for polishing. Foredom platinum blue compound is used with a small treated yellow stitched buff. A bench top dust collection hood and vacuum is used to collect waste and to keep debris from the operator's face. Small horsehair bristle brushes are also used with the same compound in the small tight areas. |
 | The pendant is being held in Jett Set, a thermoplastic holding compound. The compound is heated with hot water to make it pliable. When the compound cools, it firmly holds the items for setting. The seat for was trued and fit to the center gemstone using a small inverted cone bur and a wheel bur. |
 | With the seat prepared, the center stone is set using a Foredom micro motor with a reciprocating handpiece and a polished chisel point. The hammer is adjusted for light impact. Tip: The bezel metal around the corner curves of the gemstone was lightly hammered to begin the process. Then the metal between the curves was hammered. Applying impact from the top completed the process of securing the gemstone. Bezel setting using 950 TruPd is made easy because the alloy is malleable and has no memory (does not spring back like white gold). Because little pressure was required in the setting process, risk of damage to the center stone was minimized. |
 | After setting both cabochons, the Jett Set compound is removed from the holding device. The compound was secured in the holding device by Allen screws from each side. The Jett Set with the pendant pieces is placed into hot water. After 10 minutes, the pieces are removed. |
 | The bezel was pre-finished and polished using the same materials as described earlier, then cleaned in the ultrasonic. The final polish is applied with Foredom platinum white polishing 8000 grit compound. |
 | The palladium takes only minutes longer to polish than the yellow gold. Because of the superior white color of palladium, there is a distinct color difference between the yellow and white metals—even with a bright polish. |
Related Articles

Platinum Jewelry Advanced Joining Techniques

Making Custom-Designed Diamond and Tourmaline Earrings

950 Palladium: Selling Points

Making a Platinum Wire Setting





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
