
Making a 950 Palladium Signet Ring
The natural beauty of this white, bright and light palladium ring is enhanced with hand engraving of initials done in relief. 950 palladium manufacturing methods and techniques covered in this project are: 
 <br>a) Injection wax preparation for 950 palladium casting. 
 <br>b) Filing, sanding and polishing a 950 palladium ring casting with flat surfaces and crisp edges. 
 <br>c) Relief hand-engraving initials with a stipple finish in the recessed portion.
8 Minute Read
Jewelers are discovering the unique responsiveness of palladium in many standard manufacturing applications. While hand engraving is an art unto itself, graver work in some form is used at every level in jewelry making, including
- preparation, bead raising, cleaning and bright cutting of pave, threadwork and bead setting
- prong setting (leveling seats, adjusting prongs for uneven pavilions, shaping prongs, cleaning)
- flush, channel and bezel setting
- removing metal flashing after burring
- adding definition or cleaning after repair work
- cleaning castings
The advantages of palladium manufacturing over platinum and white gold are compelling a significant number of retailers to consider 'the other white metal'- not only from the position of pricing but also from the standpoint of production efficiency, service and maintenance.
The natural beauty of this white, bright and light palladium ring is enhanced with hand engraving of initials done in relief. 950 palladium manufacturing methods and techniques covered in this project are:
- Injection wax preparation for 950 palladium casting
- Filing, sanding and polishing a 950 palladium ring casting with flat surfaces and crisp edges
- Relief hand-engraving initials with a stipple finish in the recessed portion
Making a 950 Palladium Signet Ring | |
 | This wax pattern was produced by injecting wax into a rubber mold. The master model which was used to make the rubber mold had been hollowed out consistently in the area beneath the top design. As a result, the overall wall thickness of the wax pattern was even and approximately 1.6mm. Tip: Wax patterns with even wall thicknesses provide good models for the casting process, ultimately requiring fewer gates. Fewer gates result in less finishing time. The even wall thickness of the pattern also contributes to progressive cooling of cast metal, reducing the likelihood of shrinkage porosity. |
 | The wax was thoroughly cleaned. The wax gate was removed from the injected pattern and remaining traces of it were filed away. The wax was lightly filed with number 4 and 6 cut files to remove the parting lines created by the rubber mold and to smooth the wax pattern. Tip: Cleaning, smoothing and generally preparing the surfaces of wax patterns results in finer castings, requiring less metal removal (950 palladium loss) and less time (labor costs) in the pre-finishing process. |
 | This 950 TruPd palladium signet ring was cast by TechForm, Portland, OR. TechForm attached the gate to the ring at the base of the ring shank (arrow). The finished rough casting after the gate was removed weighed 8.79 pennyweights. |
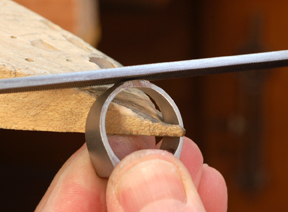 | A dedicated work station for palladium is optimum but if not available, the general workstation should be clean and free of debris from previous projects to avoid contaminating the palladium. Files and abrasive products designated for palladium should be used for the pre-finishing process. This image shows a #2 cut file removing the remainder of the gate. The file should cut on the forward stroke and glide backwards. Pressure or filing force should be minimal. As with other precious metals, cross filing (from two directions so the file paths cross) techniques are best. Tip: Cleaning the work station prior to working with palladium will reduce the potential of contaminating the palladium piece being worked and maximize palladium recovery. |
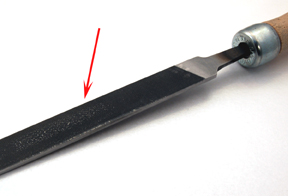 | This file has a build-up of 950 palladium particles and needs cleaning. If not cleaned, the larger particles will create divots or trails in the surface of the piece being filed. Use a standard file cleaner to remove built up debris. To minimize build-up and to increase the life of the file, apply a thin coating of oil of wintergreen on the file surface and use less force when filing. |
 | After the gate was removed, the ring was placed on a mandrel and lightly tapped with a rawhide mallet to make it round. 3M's 1/2X1 inch Trizact sanding bands were used to pre-finish the inside of the ring. The bands come in 5 grits starting with 220 and progressing to 2500. Since the ring casting was smooth and free of deep tool marks the 600 grit sanding band was used to start the progressive pre-finishing process. The Trizact abrasive process was done using Foredom's variable speed bench top motor. Tip: Regardless of the materials used for pre-finishing 950 palladium products, the best and most efficient results come from using progressive steps in the process. Fewer progressive steps are required for palladium as compared to platinum. A couple of extra finishing steps are required for palladium in contrast to white gold. |
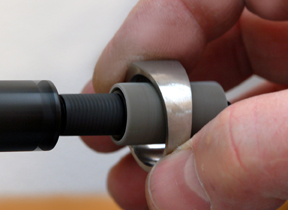
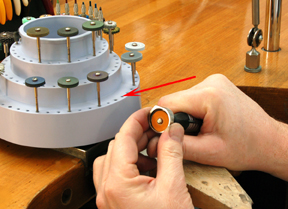 | To further pre-finish the inside of the ring, Foredom's rubberized ceramic impregnated polishing wheels are used beginning with the orange wheel and progressing to the light gray wheel. Tip: Store your abrasive wheels in a rotating or stationary bur holder. This helps keep them organized in order of their grit designations (coarse to fine) and also helps keep them clean and free of debris from other projects that could contaminate palladium. |
 | The finish on the outside surfaces of the signet ring will be dead flat and have high polish with crisp edges. To accomplish this, 3M's Imperial Lapping Film, a predictable and consistent modern abrasive system was used. The film is 3 mils thick, PSA adhesive backed and features micro grain particles of high grade aluminum oxide applied through a special coating process. Lapping Film can be used wet or dry. Progressive grits were used ranging from 320 to 4000. The film was applied to 1 1/4inch wide sanding sticks by removing the backing and applying it directly to the flat surface. Cross sanding techniques were used to insure a dead flat surface. Due to its special formulation, 3M Lapping Film resists clogging and build up. Tip: The Lapping Film burnished the palladium. The coating of micro grain particles did not create deep grooves and little or no metal was removed through the development of the surface. |
 | The ring was polished using a flat lap and an inside ring stick with platinum Tripoli. Then it was cleaned and another flat lap and inside ring stick were used with white rouge. For the final color and luster and last step in the polishing process a stitched muslin buff was used with Foredom's 8000 grit Platinum white polishing compound. This step also softened the edges and prepared the ring for engraving. The finished weight of the ring is 7.44dwt so the metal loss from the weight of the rough casting was minimal. |
 | Steece Hermanson, Heirloom Hand Engraving, Sumter, SC did the relief engraving. Hermanson designed a layout of the initials to fit the top of the ring and then transferred the design onto it. Next he isolated the letters using a square graver. In this image, he begins the removal of metal between the lettering by making a set of parallel cuts in one direction and then crossing those with another set of parallel cuts in the opposing direction. He will later finish the metal removal and smooth the recessed area with a narrow flat bottom graver. When completed, the letters will be raised and the recessed background will have a fine stipple finish. (Photo by Steece Hermanson) |
 | Hermanson completed the relief engraving and is now applying the fine stipple finish to the deeply recessed portion with a pointed tungsten carbide tip mounted in his GRS Graver Max. (Photo by Steece Hermanson) |
 | After the engraving was completed, the top was re-finished with Lapping Film and lightly re-polished. The letters fit the top shape of the ring and the stipple finish provides a nice contrast to the polished monogram. According to Hermanson, "Engraving palladium was similar to engraving platinum. One notable difference was that the palladium flaked away and did not clog up my graver tips in the way platinum engraving does. Even though this was a cast ring, the metal was uniform and smooth making metal removal more consistent." |

The process of preparing 950 palladium for the finished outcome is enhanced by the organization of materials and clean work areas. Always use clean, new abrasive materials whenever possible. Store materials used for pre-finishing properly by:
- Placing progressive abrasives in separate plastic bags, containers or bench top sorting trays and labeling according to grit.
- Storing abrasive materials so that their surfaces do not come in contact with one another.
- Keeping files clean and free of build up and storing them in a such a manner that their surfaces do not come in contact with one another.
- Organizing materials and grouping them by procedure. For example, storing abrasive tools separately from polishing tools and materials in designated compartments.
- Labeling abrasive materials you plan to re-use. Place in a sealed bag or container and mark with the alloy for which it was previously used.
Signet Ring Cost Analysis Palladium, 14-karat White Gold & Platinum
The 950 TruPd palladium for the signet ring weighed 7.44 pennyweight finished. The market price for palladium at the time of this writing was $261.00 per ounce or $13.05 per pennyweight without a metal suppliers mark-up. The chart below compares converted and actual weights of this ring if made in the following alloys:

Notice that the cost of metal for producing this ring in either 14 or 18-karat white gold would be more than in 950 palladium. 950 TruPd palladium is alloyed with ruthenium and both are platinum group metals.
Benefits of Using New 950 Palladium Alloys for Jewelry
The following points detail some of the benefits (aside from the price point) of using new 950 palladium alloys as compared to white gold or platinum:
Notes
Casting for this palladium ring project was done by TechForm, Portland, OR. TechForm specializes in casting stainless steel, platinum and palladium for the jewelry industry.
The hand engraving featured in this article was done by Steece Hermanson of Heirloom Hand Engraving, Sumter, SC. Heirloom Hand Engraving provides hand engraving services to retail jewelry stores.
The 950 palladium used in this project is TruPd™ from Hoover & Strong, Richmond, VA. TruPd is available in sheet, wire, casting grain and a range of findings.
Related Articles

Art and Technics: Experience

How to Make a Three Stone Dangle Pendant

Jewellery Career Options

The Jewelry of Cynthia Eid





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
