
How to Make a Riffle File
Every now and then when you are fabricating a piece or polishing a casting, a hole or hollow will pop up that needs to be filed and smoothed. You can usually get at it using a bur and abrasive tools in your flex-shaft. But when you just can't reach the hole, an old-fashioned tool called a riffle file comes in handy. Featuring various bent and curved shapes, these files fit into odd internal surface profiles. They were used extensively in the past for working on carved and chased steel dies intended for stamping out jewelry and other metal shapes. Years ago you could find dozens of curves and shapes, but today the tools are difficult to come by, so your best bet is to make your own.
2 Minute Read
Every now and then when you are fabricating a piece or polishing a casting, a hole or hollow will pop up that needs to be filed and smoothed. You can usually get at it using a bur and abrasive tools in your flex-shaft. But when you just can't reach the hole, an old-fashioned tool called a riffle file comes in handy.
Featuring various bent and curved shapes, these files fit into odd internal surface profiles. They were used extensively in the past for working on carved and chased steel dies intended for stamping out jewelry and other metal shapes. Years ago you could find dozens of curves and shapes, but today the tools are difficult to come by, so your best bet is to make your own.

The easiest way to create a riffle file is by converting an existing needle file. You simply heat the area to be curved and bend it gently without kinking it. The entire process outlined here takes less than 5 minutes.
First, decide what kind of profile or cross-section your riffle file needs to have to fit into the indentation. Here are some suggestions:
- For a soft, rounded curve, use a half-round or oval file
- For flat surfaces, use a barette or flat file
- For a small rounded contact point, use a round file
- For a knife-like cut, use a knife file
- For a V-cut, use a triangular file
 | Get a firebrick or hard surface onto which you can press the end of the file to bend it while it is hot. Because of the heat required to bend the file, resulting oxidation could damage the teeth. To prevent this, rub bar soap onto the part of the steel will be heated. You can do this prior to or while you begin to heat the file. |
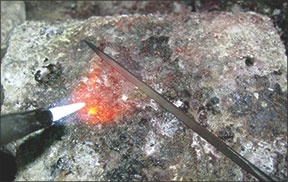
 | Using a torch, heat the area that you want to bend until it is bright orange. Press the file onto the firebrick and bend it as uniformly as possible. It may take several tries of heating the file to get the desired bend. You can also use pliers to bend the hot steel. |
 | When you have the desired shape, you must uniformly harden the steel, and possibly temper it. In the example shown here, the only part of the file that needs to be hard is the newly curved area. In preparation for heat-treating, rub bar soap on the curved part of the file. Heat that portion of the file to a bright orange and quench it quickly in water. |
 | The heat-treated part of the file will be hard and extremely brittle. If you drop it or use it to pry at something, it will snap. This shouldn't be a problem if you plan to use it only for smoothing holes, but if you want to use the file with any more force, you must temper it. To do so, heat the file to between 310?F and 350?F/154?C and 177?C. It's as simple as putting it into the oven at this temperature and then cooling it. Some blacksmiths use a deep fryer, setting the temperature precisely for this process. |
![]()
In association with
![]()
The award-winning Journal is published monthly by MJSA, the trade association for professional jewelry makers, designers, and related suppliers. It offers design ideas, fabrication and production techniques, bench tips, business and marketing insights, and trend and technology updates—the information crucial for business success. “More than other publications, MJSA Journal is oriented toward people like me: those trying to earn a living by designing and making jewelry,” says Jim Binnion of James Binnion Metal Arts.
Click here to read our latest articles
Click here to get a FREE four-month trial subscription.
Related Articles

Using Non-Jeweler’s Tools For Fabrication: How To Repurpose Painting Blades For Bezels

Homemade Flex-Shaft Guard

Modifying Beading Tools

Grinding and Shaping Onglette Gravers





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

