
Granulation Using Fusion Welding
This ring is manufactured using Hoover and Strongs 14-karat white gold alloyed with palladium. It was cast using standard casting methods and materials for gold and silver. The pearl post were fabricated and soldered after casting and pre-finishing. The cultured pearl measures 10.5mm and is too large to mount prior to the fusion welding. Fusion welding of the beads would not cause damage to a cultured pearl or weaken the bond between the glue and the pearl.
2 Minute Read
This ring is manufactured using Hoover and Strong's 14-karat white gold alloyed with palladium. It was cast using standard casting methods and materials for gold and silver. The pearl post were fabricated and soldered after casting and pre-finishing. The cultured pearl measures 10.5mm and is too large to mount prior to the fusion welding. Fusion welding of the beads would not cause damage to a cultured pearl or weaken the bond between the glue and the pearl.

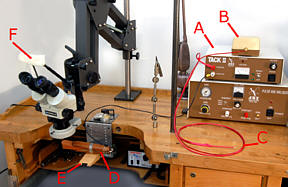 | The beads will be attached one-at-a-time to the top rim of the ring design using the ABI Tack II. The process is called fusion welding. The fusion welding is done after the ring has been finished and polished. The equipment and accessories required for this process are:
|
 | The beads are picked up by the vacuum attachment. The attachment is made of hollow tubing and the tip is made of sterling silver tube. The inside portion of the tip has been made concave with a small setting bur. The ring clamp is a standard wood ring clamp with a sheet of copper on one side. The lead wire is soldered to the sheet of copper. |
 | The top rim of the ring is polished and flat. The beads are evenly sized and perfectly round. The ABI Tack II was set to 50 volts on the high energy setting. Beads are permanently welded. There is a minute space between each bead. Weak and insufficient contact would result between the bead and the ring if the beads came in contact with other beads. (These beads are 0.85mm in diameter and the space between each is less than 0.30mm.) |
 | There must be firm pressure between the bead and the ring. The ring clamp is being held so the vacuum lead can firmly be positioned over the rim of the ring design. A single pulse of energy from the Tack II (generated by depressing the foot pedal) completes the fusion welding of the bead. |
 | A final polish was given to the white gold with Foredom's 8000 grit white platinum polishing compound. This brought out the color and luster of the white metal. The beads were not polished - providing a nice contrast between the two metals. The fusion welding could have been done with the pearl mounted without damage to the pearl - but the cultured pearl was too large and would have been in the way of fusion welding the beads. |
Important
Tack-, fusion- and pulse-arc equipment settings will differ and are based upon the volume, amount of contact and alloy of the material you are working with. Practicing using like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
Related Articles

Alloying Gold for Granulation

Pulse-Arc-Welder: Pearl and Diamond Pendant

The Best Flux For Soldering Jewelry: How To Choose The Right One For Your Project

Laser Repair: Bangle Bracelet





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
