
Gold Cloisonne Wire on Fine Silver
Susan Demski and I have developed a cloisonne technique for our jewelry, which ranges in size from 1/4" dia. to about 4" x 5". Our pieces are enameled on fine silver with gold cloisonne wire and then set in karat gold. For the enameling, we use 22 ga for earrings and 20 ga for most other pieces. We prefer the fine silver because it is a bright, neutral color that does not oxidize. Our enamels require from 15 to 20 firings. We start with an exact color drawing. We either cut the shape from the drawing with table shears or.
4 Minute Read
Susan Demski and I have developed a cloisonne technique for our jewelry, which ranges in size from 1/4″ dia. to about 4″ x 5″. Our pieces are enameled on fine silver with gold cloisonne wire and then set in karat gold. For the enameling, we use 22 ga for earrings and 20 ga for most other pieces. We prefer the fine silver because it is a bright, neutral color that does not oxidize. Our enamels require from 15 to 20 firings.
We start with an exact color drawing. We either cut the shape from the drawing with table shears or order the pieces precut to our specification, The fine silver piece is cleaned with sandpaper and then slightly domed.
Next the front is usually engraved, as in basse-taille, in continuous lines for reflection or in intricate designs as a decorative element. We use a Dremel electric engraver. Sometimes the design is stamped or rolled in the metal.
The enamels we use are 80 mesh, leaded, in both transparents and opaques. The enamels are washed with a final rinse of distilled water. The counter enamel is purchased already mixed. It is sifted dry on the back, about 1/2 to I turn thick. Firings are at 1450F. The base coat on the front is usually medium or hard flux that is sifted on dry and fired to maturity. If this sifted fired layer does not completely cover the metal, another application of flux is fired. Then come the gold cloisonne wires.
We purchase fine gold wire in various gauges, from 28 ga to 14 ga, which are rolled to different thicknesses starting at 2/1000 ", We use various size wires in each piece. The thin wire is used for small details. We bend and cut the wires to the design with fine tweezers and tiny scissors. The wires are placed on the fired flux coat with uncut Klyr-Fyre. When the gum is dry, the piece is fired until the wires are embedded in the flux.
We have three kilns, all about 12″ x 12″ x 7″ with a pyrometer and a rheostat set at 1450F. We fire from one to twenty pieces at a time. Each piece is placed on a highfire steel trivet, and the trivets are placed on a steel rack. The rack is supported by two spaced bricks on the floor of the kiln.
The colored enamels are wet packed with distilled water and applied in a thin layer with a small scoop and a needle under magnification. Special care must be taken to pack the grains tightly because enamel liquefies on the surface first, trapping any air left between the grains during build-up. Besides creating problems during the final polishing, trapped air bubbles lower the brilliance of the enamel. The key to success is thin layers and tight packing.
Pieces can be tightly packed by lightly tapping the side of the piece with a tool, but we use the vibrating edge of an electric engraver held to the side of the disk. After vibrating the piece, we soak up any excess water with a piece of paper towel. The enamel piece is dried on the top of the kiln and then fired. This process is repeated for each layer. The number of layers possible depends on how thinly each layer is applied and the height of the cloisonne wire.
The layering of the enamels enables shading, which can greatly accentuate the color and give a great feeling of depth. We shade by packing grains of various shades of the same color next to each other. In this fashion, you can start with clear enamel on one end and finish with very dark enamel on the other end to create a high dynamic range. In subsequent layers, the different hues are shifted slightly to overlap the colors below. This usually requires from five to ten layers. When the enamel reaches the top of the wires, the piece is ready for finishing.
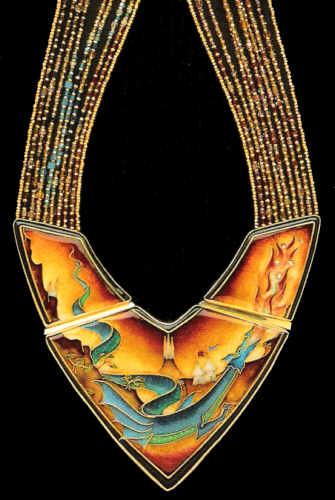 |
Breath of the Dragon |
The final finishing of the enamel is done first with an aluminum oxide #80-100 belt on an expandable rubber drum and polished with a #600 belt. The drum is 8″ diameter and 3″ wide. It is the regular stone cutting type set up with water. At this point, there is a choice. If there are no air bubbles in the enamel, the enamel can be polished with cerium oxide for a wonderfully smooth surface or it can be flash fired at 1500F just until the surface is glossy. We prefer a flash firing because it is a more durable surface and enhances the brilliance of the enamel.
And that's it. Your gem, the precious enamel, is now ready for its gold setting.
Falcher Fusager, born in Denmark , moved to the United States in 1973. While working as a street artist, he gradually transformed his art to enamel cloisonne jewelry. He is selftaught in all areas of his work.
Susan Demski, born in Chicago , IL , moved to California in 1972. She received a BA in Art, emphasis in enameling, from San Diego State University in 1976. She was a commercial interior designer until 1985 when she focused on enameling. They formed their company, Magick, in 1988.
Related Articles

Felicia Liban and Learning to Enamel

Wire Wrapping Enamel Pieces

Enameling Care and Considerations

Cloisonné Beads of Fine Silver





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
