
Design and Creation of Elesa
9 Minute Read
While at the Atlanta Bench Jewelers Conference, my friend Elesa Dillon (the national sales manager for Southern Jewelry News and Mid America Jewelry News, which I also write for) asked me to help her pick out a gemstone to have made into a ring. After looking at several choices, we selected a 14mm cabochon cut carnelian.

It All Starts With The Stone
We sat at our booth that afternoon and Elesa shared a few thoughts with me about what she would like. We came up with several ideas, and decided on the sketch pictured at the end of the article. Now, I am tasked with turning that idea, into reality. Here's how I did it.
Where to Start?
This is my first foray into the colored waxes that came out last year. I've always used the blue carving waxes because I like the consistent makeup of the product, but … I'm going to try something new today.
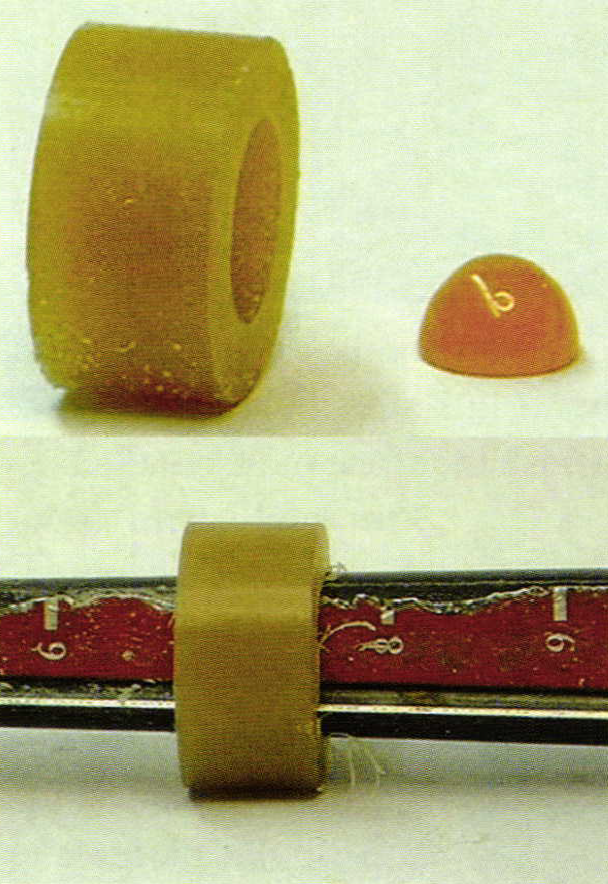
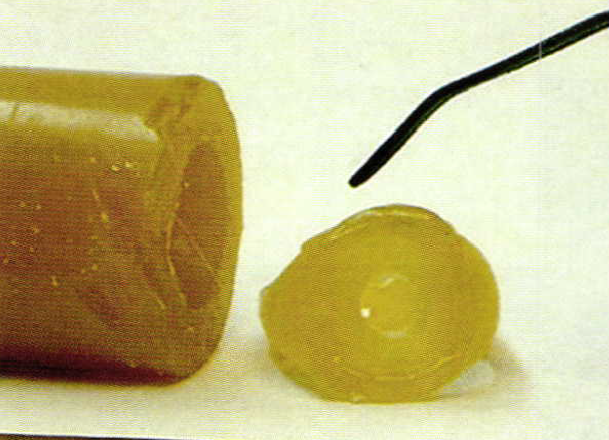
The first photo shows the piece I cut from the tube, which I decided should be 16mm wide, (which would later prove to be a mistake). Next I used a wax sizing mandrel, to bring it up to within a half size of the finished size. I like to leave the wax around a half size small to accommodate for filing, annealing, and hammering it, which stretches it up a little.
Finding Center

This photo shows the wax blank being spun on my flex shaft. This is a wax carving trick someone taught me years ago. In order to find center, I drill a hole in the top, and very carefully drill all the way through the ring. Then I spin it on my flex shaft and see if it turns true (which it never does the first time). I study the wax to see where it's off center, and then drill a slightly larger hole, cheating towards center. Then I spin it again and check it. It usually takes three or four times to get it right, but the advantage is I now have dead center on the top and the bottom.
Roughing Out The Wax
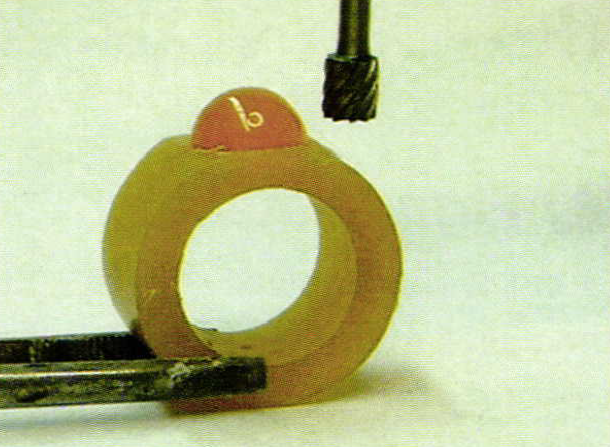
This photo shows how I use a flat bottom wax carving bur to carefully ream out a 14mm hole, and drop the stone in about 3mm deep. I do this free handed, and just eyeball the seat for the stone. Sometimes that's easier than spending 30 minutes measuring. (Remember that this is not rocket science, it's much harder and requires more talent and skill). I ground away some material on the ides, and now I need to work on the bottom. Using our optivisor, look closely at picture the next picture. See the red dot?
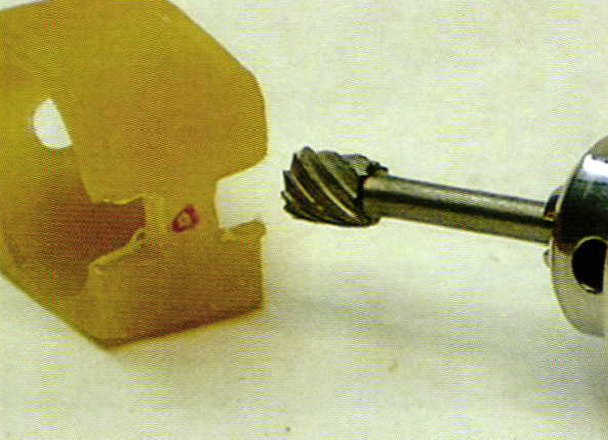
That is the center hole that I made early on in the project. It came in real handy here to know where the center of the bottom was, once I got this far. Now I know that the top and bottom are perfectly aligned.
Knowing What To Remove
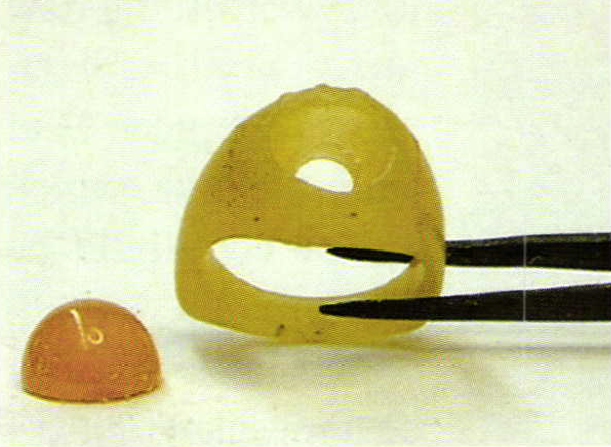
If you're new to wax carving, this picture, with the really rough looking wax pattern is very typical. They always look like this during the carving process. I've been carving wax for over 20 years, and they still look like this in process. You can get very frustrated when you're starting out because your waxes don't look like the finished product. I wanted you to see this photo to know that that is very common.
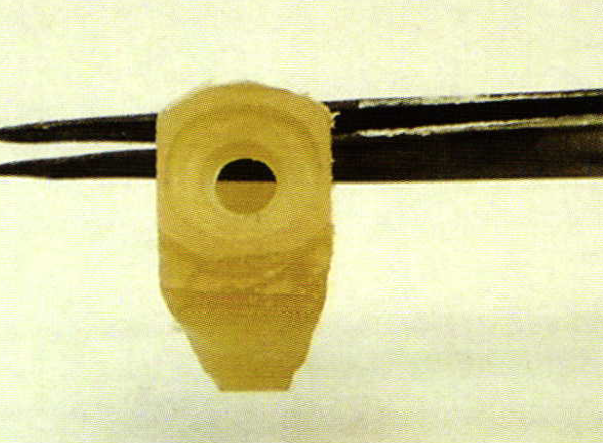
TIP: Sometimes, when carving a wax, you don't know exactly where you're going. Instead of looking at what material should stay, (i.e. the final product) look at the extra material that needs to go. Look at the photo above again with your optivisor. Notice how the top being held by the tweezers is rounded, while the bottom of the photo is still square (note to myself: gold wax does not photograph well, go back to blue for magazine articles). When I got to this point, I didn't quite know what direction I was headed, so I only looked at the material I knew didn't belong, and went in that direction for a little while.
Correcting My First Mistake
Remember I said that I cut a 16mm piece of wax? It proved to be too thin on the edges to do what I wanted to do. I actually knew this way early on but I also knew that I could fix it when the time came, which is now.
Wax is a very forgiving medium to work with. If you've got too much, you file it off. If you've filed too much off, you add wax back. I'm not afraid to get out my wax pen and glop some more wax on. The next photo shows how I added about 2mm more wax to the edges of the ring to get a more rounded look.
Remember that when making custom jewelry you're usually making something you've never made before, so you can't work out every problem in advance. In this case, I just went with the flow, and fixed it as I went along. Notice that the material that I'm melting onto my ring is from the same tube I started with. You don't want to mix waxes on custom carving jobs. Different waxes react differently to filing and polishing and will give you inconsistent results, so I always recommend repairing with the exact same wax.
A Little Is Good, A Lot Is Better
Once I added the wax to the side, I realized that I really wanted the bezel to be taller. So … I made it taller. Look at this photo and see how I raised the bezel to the new height.

The red line on the picture was the original height. You can see that I raised it about 2 mm. Once again, since I've never made this piece before, how in the world am I supposed to work out every detail in advance?

But, this photo, shows the payoff. This is exactly what I was looking to create. But … how am I going to get the stone out without destroying the wax pattern? Very carefully, that's how. Wax is a very forgiving medium, so if you go really slowly, it'll bend, and stretch, and not break. So I very carefully begin to push the stone out from the bottom, and spend about 10 minutes working it out. It came out with a little damage to the bezel.
This photo shows the bezel repair on the top of the picture. I added wax to fix the minor tears that occurred but I didn't file them down in the wax; I'll do that in the metal. I'm done with the wax so let's start the casting process.
Metal Formation, De-Formation, And Re-Formation
As metalsmiths we are tasked with taking metal in one form and transforming it into something else. An example: Anytime you set a stone you are taking metal in one form, cutting metal away for a seat (de-forming it), and then bending the metal (re-forming it) into it's new position. You started with one form; you de-formed it, and then re-formed it. All three of these situations require different metalsmithing techniques.
The metal I started with was in one form, casting grain. I then de-formed it by melting and cast it, consequently re-forming it. But, we're not finished. We are going to de-form and re-form again in order to set the stone. As jewelers, metal formation, de-formation, and re-formation are what we do.
Let's De-Form The Ring And Set The Stone
(NOTE: If you don't fully understand the annealing process, go to our website and look up the winter, 2005 issue. The article I wrote entitled Bella, paragraph "The Middle Bar", goes into extensive detail about this process, and it is important.)

The first thing I do is anneal the piece. In order for me to de-form the metal enough to clear the stone, I will anneal, and cool it about 4 times. In order for the metal to move as far as I need it too, annealing is crucial. After the piece is initially annealed I use a burnisher, this photo, to bend the bezel out. Look very closely at how the metal is bending outward (de-forming) to clear the bottom of the stone. I burnish a little while, and then I anneal and burnish some more. Once the stone can drop into its seat, I anneal the piece again since I'm now going the other way, and forcing the metal back over the stone. Since I'm now changing directions, all of the previous annealing is null and void.
Getting A Clean Inner Edge

A #40 graver is introduced in the photo to the left. I've used a hammer hand piece to get to this point and force the metal over the stone. One of the biggest mistakes jewelers make when doing a bezel setting is that they wait until the stone is set to start the clean up. Back to de-formation; as the metal slowly begins to move over the stone it's only slightly de-formed. This is the time to start removing flashings. Look real close at this photo and notice the gap between the bezel wall and the stone. Since the metal is not yet touching the stone, the flashings are easy to get to and easy to correct. Plus, since the metal is not completely de-formed, it's just a minor correction at this point. I will run my 40 graver around the inside of that bezel at least 10 times while I'm forcing the metal over the stone. By the time the metal is laying against the stone, it's as clean, and crisp as it can be. But, that's because I didn't' wait until the very end, when the metal was all bent, crinkled, and totally de-formed.
Since It Is Custom It Deserves A Signature
I always sign my custom pieces. My method is to use a sharpie and actually sign it, and then use a .05mm round bur to trace the lines of my signature, and cut it deep enough that it won't ever be polished out. It's just a cool touch that gives the customer a warm fuzzy.
Finished


In the final photo, you can see that all of the hard work paid off. The piece came out great, and everything fit, and nothing broke (always a good sign). See how clean the bezel is? It was a result of constantly running that 40 graver around and keeping it clean and even, and never allowing it to get too bad.
As a final note, remember that if you would have done something different than I did, that's okay. There are at least a hundred ways to make this work; find the one that works for you and do it that way every time. That way, you'll always end up with good results. And, as always, feel free to give me your comments, suggestions, and thoughts.
Until next time.
Related Articles
Interview With Reactive Metals Studio

The Helen Williams Drutt Collection of Modern Jewelry

The Art of Anticlastic Raising

Made in the USA 2017





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
