
950 Palladium: Selling Points
Designers and manufacturers have embraced 950 palladium alloys for a variety of jewelry manufacturing products. At the recent JA Jewelry Show in New York, most prominent among the new 950 palladium products were bridal lines featuring a wide selection of engagement rings and wedding bands. Even though palladium is a platinum group metal, consumers are largely unfamiliar with the metal. Here are some selling points that will help introduce this lustrous white, bright and light metal during sales presentations.
7 Minute Read
Designers and manufacturers have embraced 950 palladium alloys for a variety of jewelry manufacturing products. At the recent JA Jewelry Show in New York, most prominent among the new 950 palladium products were bridal lines featuring a wide selection of engagement rings and wedding bands. Even though palladium is a platinum group metal, consumers are largely unfamiliar with the metal. Here are some selling points that will help introduce this lustrous white, bright and light metal during sales presentations.
- Palladium is a platinum group metal. It does not tarnish or lose whiteness when worn.
- Palladium is naturally white and does not require rhodium plating as is the case with white gold. Rhodium plating is not permanent so the natural off- white color of most white gold alloys becomes evident through normal wear.
- Palladium wears better than white gold. Wear testing has revealed a 15 per cent longer wear ratio, similar to how platinum wears in comparison to white gold.
- Palladium wears like platinum. As with any piece subjected to daily use, both platinum and palladium jewelry will show surface wear over time. Surface wear is easily restored by cleaning and polishing—a regular practice performed by most retail service departments.
- Palladium is 95 percent pure. Common alloy ingredients are ruthenium and iridium which are also platinum group metals. White gold is typically alloyed with base metals making it less pure.
- Palladium is comparable in weight to 14-karat white gold, making it very comfortable to wear even larger pieces.
- Palladium and other platinum group metals are hypoallergenic. Many 14-karat white gold alloys contain nickel, an element which is known to commonly cause allergic reactions.
Manufacturing Basics for Servicing and Assembly of 950 Palladium Jewelry

Ring Sizing Overview for 950 Palladium
Preparation procedures for sizing 950 palladium rings are accomplished much like those for gold or platinum rings. In this image, a 950Pd heavy gent's ring is being sized up 11/2 sizes. A piece of TruPd sizing stock (square wire) was fit and placed into the ring to expand its size. The joints between the sizing stock and the ring are flush and even. The ring is placed on a platinum soldering block with the solder joints facing upward. Small clippings of 950 palladium hard solder were placed over each joint. A No. 5 rated welding lens was used to protect the eyes during the soldering process.
With a large vented torch tip, the ring shank was heated directly and evenly from side to side. Palladium has low thermo conductivity so the heat stays concentrated where the torch is directed. The solder reached its melt and flow point as the ring was heated and the soldering procedure completed.
Tip: Palladium solder does not bridge gaps. When soldering 950 palladium, joints must be flush and in full contact. Always use a rated No. 5 or higher welding lens or goggles to protect your eyes from excessive white light radiated from palladium soldering procedures.
 | Flow temperatures for Hoover and Strong's palladium solders are as follows:
According to Stewart Grice, Hoover and Strong's director of mill products, "All Hoover and Strong 950 palladium solders are made with gold, silver and palladium or gold, platinum and palladium. For the harder solders, more palladium or platinum is present. All 3 solders contain a minimum 95 per cent precious content." |
 | Hard solder was used in this sizing procedure. Palladium, like gold but unlike platinum, loses its luster when heated to soldering temperatures. As with gold soldering, any dulling of the surface is easily removed by re-polishing after the process is complete. Because of the higher temperatures required for hard solders, the palladium picked up a slight blue surface discoloration inside the ring shank as shown in this image. Tip: For soldering 950 palladium with palladium solders, no fire coat solution or flux is required. |
 | To remove the blue surface discoloration, heat the piece with a neutral flame (equal parts of oxygen and gas) for about 10 to 20 seconds. This image shows the color returning to its original white as the neutral flame is applied. Hard solder was used because it contains higher amounts of palladium and platinum and therefore is an ideal color match. |
Assembly of 950 Palladium Stock Findings
 | These parts are 950 Pd die-struck shanks and settings for 1.00 carat size gemstones. The shanks are size 7. This sequence will highlight the fitting, assembly and soldering of these 950 Pd solitaire rings. These parts are precisely fit as supplied and little or no alteration is required. |
 | To complete this assembly, Hoover and Strong TruPd easy solder will be used. The ring and setting have been assembled and the tension of the shank is all that's holding the assembly together. The ring is placed with the prongs facing down on the platinum soldering block in preparation for soldering. Tip: Placing the setting prongs down will help protect the prongs during the soldering process from becoming overheated. (Heat rises and the soldering block serves as a heat sink.) |
 | A clipping of easy Pd solder is placed on each side of the joint between the setting and the shank. There is good metal-to-metal contact between the setting and the shank at the joint. No flux or fire coat solution is used for palladium soldering. |
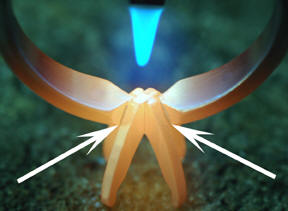 | This image shows the soldering process being conducted through a No. 5 welding lens. A torch tip with no vents and an opening of about 1.2 millimeters is used to directly heat the joint. The torch is positioned so the hottest part of the flame (the area about a 1/4 inch beyond the blue cone) directly heats the joints. The torch is moved slowly from side to side. Because of the low thermo conductivity of palladium, the heat is concentrated in this specific area. The ring is heated and the solder flows down each side. The torch is pulled away as soon as the solder has flown to avoid overheating, pitting or melting. The arrows indicate the small amount of excess solder on each side of the junction of the setting and shank. |
 | The ring is inspected after soldering. Notice that the palladium has lost its luster in the area where it was heated. There is no surface discoloration with this joint because lower temperature easy flowing solder was used. Tip: Inspect solder joints after the piece has cooled. Be sure that solder has filled the area from the base of the setting (at the finger hole) to the top on both sides. |
 | This image shows the loss of luster at the soldering junction. Notice how the luster of the 950 Pd was not diminished on the lower portion of the ring shank - the metal that's farthest away from the solder joint. |
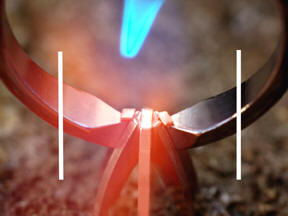 | The same procedure is used when soldering the 950 palladium 6-prong setting and shank. There is good metal-to-metal contact between each joint and a clipping of TruPd easy solder is placed on each side. When heating, it is not necessary to direct the torch heat beyond the area marked by the white lines on this image. |
 | After the soldering is completed, inspect the joint. The solder has smoothly and evenly flowed between the setting and the shank - indicated by the arrow. |
Assembly of 950 Palladium and Karat Gold Stock Findings
 | In this example, the 950 TruPd palladium peg-style settings will be soldered into the 14-karat yellow gold shanks. |
 | To prepare the shank, holes were drilled to accommodate the pegs. The rectangular peg measured 1.05mm X 0.86mm. The holes that were drilled in each shank were first 0.90mm then 0.97mm. This was done to insure alignment accuracy and then a tight fit. |
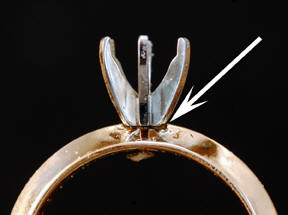
 | The setting was fit into the shank. Because the peg is slightly tapered, the base of the setting and the shank do not meet. If soldered at this step, the setting is sure to be lost during normal wear. The soldering process naturally anneals the peg. With no contact between the shank and the base, the peg will bend back and forth and eventually break while being worn. The setting and the gemstone in it will both likely be lost. Tip: ALWAYS have good contact between the base of a peg setting and the shank. This image shows INSUFFICIENT contact and the assembly will fail during normal wear. |
 | To avoid future problems, a small notch was filed at the top of the shank so the setting would have good metal-to-metal contact. The depth of the notch is only 0.10mm, yet it allows the setting to be securely soldered to a flush base. This image shows the assembly after fire coating, preheating and placement of solder. The 14-karat white gold easy solder was adhered to the setting with flux. |
 | After preheating, a small amount of flux was placed around the base of the setting. The assembly is again heated with a vented torch tip from the finger hole. The heat is conducted upward and the 14-karat white easy solder flows from the base of the peg upwards through the shank and around the base of the setting. |
 | The assembly was air cooled and then pickled, rinsed and inspected. Notice the solder filled completely around the joint between the base of the setting and the shank. Because this assembly contains both 14-karat gold and 950Pd, it must be appropriately hallmarked indicating both alloys are present. Tip: When soldering 950 palladium to karat gold, it is important that cadmium-free solders are used. If not, the resulting joint will fail under normal wear. |
Related Articles

Jewelry Designs: Athena Pendant

Jewelry Designs: Titan Pendant

950 Palladium: Custom Made Components

Pulse-Arc-Welder: Sterling Silver Bracelet





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
