
Palladium Sizing, Welding and Engraving
In this article Chris Ploof shares tips for sizing, welding, and engraving palladium.
1 Minute Read
This article, written by Chris Ploof, describes the methods and procedures of palladium sizing, welding and engraving
Sizing Palladium Rings
You can use traditional methods to easily size palladium rings. Laser welding is not recommended, as lasered joints, even when properly prepared, can be brittle. Use the same alloy for sizing rings larger. For making rings smaller, remove material as necessary and carefully prepare a clean seam. Using palladium solder and no flux, or white gold solder and flux, solder the seam.
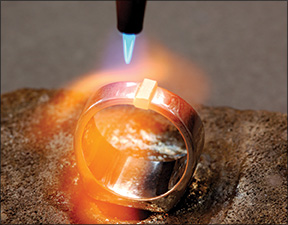
Torch Welding
Don't do it! Palladium has the unique property of wanting to absorb many times its own weight of many gases. Torch welding will cause a porous, blistered mess that will require removal of material or necessitate complete scrapping of the piece of jewelry.
Laser Welding
Palladium can be laser welded, but the joint may not be structurally sound. Good laser welding practices, such as the use of V joints and tight seams, should always be observed. Additionally, it is necessary to use argon gas, which can be purchased in various grades. You can find industrial- or welding-grade gas easily; it's a little bit harder to find laboratory-grade argon, but it's highly recommended and provides better results. You may be tempted to use medical-grade argon, but it's much more expensive and there are no appreciable differences noted when using it over laboratory-grade.
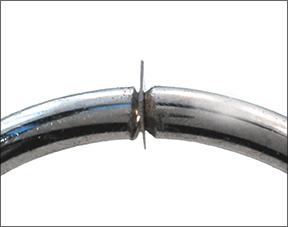
All lasers are different, but you can obtain the best results by setting the power low and the milliseconds high to spread energy throughout the weld, which prevents cracking through the center of the weld. If pulse shaping is available, use a mountain-shaped pulse. For best results, use your metal supplier's alloy as laser fill wire.
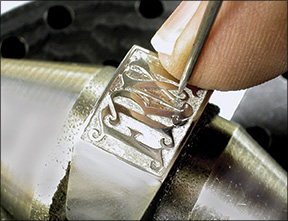
Engraving
Palladium engraves easily. The metal flakes away from the piece, leaving a bright finish. You will find that your tools dull quicker than when engraving gold, and they require more frequent sharpening. The same tool angles used for engraving steel work well for palladium.
![]()
In association with
![]()
The award-winning Journal is published monthly by MJSA, the trade association for professional jewelry makers, designers, and related suppliers. It offers design ideas, fabrication and production techniques, bench tips, business and marketing insights, and trend and technology updates—the information crucial for business success. “More than other publications, MJSA Journal is oriented toward people like me: those trying to earn a living by designing and making jewelry,” says Jim Binnion of James Binnion Metal Arts.
Click here to read our latest articles
Click here to get a FREE four-month trial subscription.
Related Articles

950 Palladium: Fabricating Custom Earrings

950 Palladium: Gemstone Setting

950 Palladium Bridal Jewelry Manufacturing

950 Palladium: Successful Design Considerations





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

