
Bracelet Shortening and Reassembling
This Charles and Colvard created moissanite (hereafter referred to as moissanite) and two-tone karat gold in-line bracelet requires shortening by two links. The bracelet is held together by a heavy link-wire that's wrapped around an open portion of the adjacent link and permanently joined, giving the bracelet maximum flexibility. Below is a procedure for shortening, reassembling and permanent welding of the link using pulse-arc-welding technology..
2 Minute Read
This Charles and Colvard created moissanite (hereafter referred to as moissanite) and two-tone karat gold in-line bracelet requires shortening by two links. The bracelet is held together by a heavy link-wire that's wrapped around an open portion of the adjacent link and permanently joined, giving the bracelet maximum flexibility.
Below is a procedure for shortening, reassembling and permanent welding of the link using pulse-arc-welding technology.

This bracelet has alternating 14-karat yellow and white gold domed links. A 5 millimeter round brilliant moissanite is flush set in each of the white gold domed links.
Bracelet Shortening and Reassembling Using Pulse-arc-Welding Techniques | |
 | Saw to remove two links. The best location for sawing is adjacent to the domed link (A). Open the links and remove the two unwanted links to shorten. |
 | Reassemble the links, tighten (B) and prepare for pusle-arc-welding. The link is thick and it and attempting to weld with a flush or butt joint like one for torch soldering would result in breakage over time. For the best pulse-arc-welding results, start with a "open" joint. It should have a small opening or gap at the top portion and be in full contact at the bottom portion of the joint. |
 | Set the ABI Pulse-arc-Welder on the high energy setting and at 45 volts. Position the #2 welding pencil tip over the open link and depress the foot pedal. A single pulse of energy welds the link at the bottom portion of the joint. |
 | To complete the permanent weld joint, use 28 gauge 14-karat white gold wire and build the joint up (C). |
 | Several additional pulses of energy were required with the 28-gauge wire to sufficiently build-up the joint (D). |
 | The surface discoloration from the pulse-arc welding process is easily removed by wire brushing. File or sand the excess metal at the joint and polish. |
 | The shortening process took 12 minutes from start to finish. |
Know Your Equipment | |
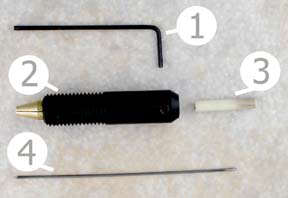 | The weld pencil contains an electrode (4). The electrode is inserted through the base metal housing that's inserted within the threaded weld-pencil tip (2). A ceramic collar (3) is also inserted into the tip and secured by tightening the allen screw with the ABI provided key-wrench (1). Over time, the electrodes tip becomes misshapen when used. It's best to keep it rounded at the end. While shaping the electrode, clean and shape the ceramic tip. For this procedure, the tip of the electrode was recessed 1 millimeter inside the ceramic collar. |
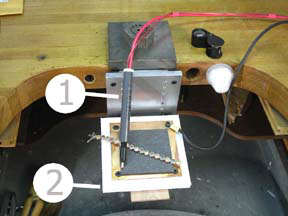 | For this pulse-arc-welding procedure, the weld pencil with a # 2 electrode was used (1). It was attached to the positive lead. The contact pad was attached to the positive lead. For the easiest viewing of work in progress, the contact pad rests on a lowered flat bench pin. |
Important
All tack- and pulse-arc equipment settings will differ and are based upon the volume and alloy of the material you are working with. Working with like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
Related Articles

Laser Welding Channel Repair

Laser Repair: Emerald & Diamond Ring

Master Metalsmith Alan Adler

Fabricated Reversible Pearl Pendant





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
