
950 Palladium and Tahitian Pearl Earrings
These 950 Palladium earrings were designed by Tom McLaughlin of Lennons Jewelers, Syracuse, NY. The top portion of the design is bead set with small round brilliant diamonds on one side. When worn, the bottom portion swivels and is bead set with small round brilliant diamonds on both sides. The two sides of the bottom portion are separated by 18-karat yellow gold spacers. The diamonds on each side of the bottom portion accent the round Tahitian cultured pearls as they swivel when worn.
6 Minute Read
These 950 Palladium earrings were designed by Tom McLaughlin of Lennon's Jewelers, Syracuse, NY. The top portion of the design is bead set with small round brilliant diamonds on one side.

When worn, the bottom portion swivels and is bead set with small round brilliant diamonds on both sides. The two sides of the bottom portion are separated by 18-karat yellow gold spacers. The diamonds on each side of the bottom portion accent the round Tahitian cultured pearls as they swivel when worn.
The 950 palladium used in these projects was TruPd™ from Hoover & Strong, Richmond, VA. TruPd is available in sheet, wire, casting grain, solder and a range of die struck and cast findings.
Casting for this palladium ring project was done by TechForm, Portland, OR. TechForm specializes in casting stainless steel, platinum and palladium for the jewelry industry. For more information about TechForm.
Procedure on Making a 950 Palladium and Tahitian Pearl Earrings
 | McLaughlin designed the earrings using computer aided design (CAD) software and the parts shown were milled in carving wax using computer aided manufacturing (CAM) technology. The details of the design are precisely laid out so assembly, setting and finishing will be expedited. Traditional manufacturing methods would take hours longer to produce the same clean, precise results. These parts were cast using Hoover and Strong's 950 TruPd palladium by TechFrom, Portland, OR. Tip: Some of the new 950 palladium alloys can be a bit sluggish and cool quickly when cast. When designing a model for casting, keep the wall thicknesses even, avoiding thick and thin connections within the design. This will contribute to castings that result in 100 per cent fill. The castings shown here filled perfectly and there were no problems with voids or incomplete areas. |
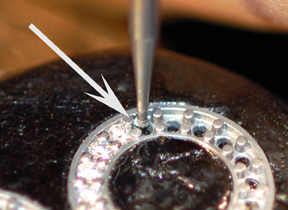
 | When palladium alloys are cast, platinum casting procedures are used. Investment or shell and investment molds for the casting process are granular and leave a minutely rough surface on the items cast. To remove this surface, McLaughlin sands the pieces using 3M abrasive products affixed to glass. To begin the progressive procedure he uses 3M wet or dry emery paper. Next he uses 3M Tri-M-Ite polishing paper. In this image, he's using 2 micron grit (equivalent to approximately 6,000 grit). Notice the luster on the surface. Tip: Using CAD technology gave McLaughlin the capability to precisely place assembly indentations on all pieces. You will see how this helps as the project progresses. |
 | McLaughlin uses a No. 4 barrette file to remove the gates left behind from the casting process. He follows with sanding sticks for a smoother finish prior to assembly. He protects his thumb from the abrasive procedures using a protective wrapping material. |
 | To sand the inside surface of each disc, he uses the same 3M abrasives as described in caption 3. They are cut into strips and wrapped around slotted mandrels. |
 | With the parts pre-finished, McLaughlin places them in a shellac stick for setting. He heats up the shellac with a mild torch and with tweezers, places the parts for each earring into the shellac. Tip: Placing the components into shellac firmly holds them in place for setting. The shellac is on a flat surface that's affixed to a handle. |
 | The first step in the setting procedure is to cut the bearings for the small diamonds. Each diamond is secured by 4 shared prongs. The spacing between the diamonds is minimal, so precise cutting of the prongs is essential. McLaughlin uses a 1.2mm 90 degree bearing bur and cuts prongs individually. The size of the bur dictates the depth of the cut into the prong. McLaughlin, an experienced diamond and gemstone setter gauges the height of the bearing by eye on each prong. |
 | McLaughlin prepares the seats for 3 diamonds at a time. Next he places the diamonds in them. He does this by placing a small amount of adhesive material at the end of his flat bottom graver, picks up a diamond and then sets it in place. He then uses a brass probe with a blunt end to push the diamond into its seat. |
 | With each of 3 diamonds placed in their seats, he again uses his flat bottom graver and pushes the outside prong toward the center and applies pressure from the top, slightly bending it. This procedure provides the final security for adjacent diamonds. He repeats this process setting 3 diamonds at a time. After all of the diamonds are set, he uses a beading tool to shape the tops of each of the prongs. Tip: The size of the concave cup in the beading tool is slightly larger than the top of each prong. The beading tool is placed on the top of the prong and rotated in a small circular motion while applying downward pressure. 950 palladium is malleable and workable so only moderate pressure is required. |
McLaughlin completed the setting process for each earring and removed the pieces from the shellac sticks. To do this, he used a mild flame from his torch and carefully heated the shellac just enough for him to remove the pieces. After cooling, he placed them in denatured alcohol in a glass container and then placed the container in the ultrasonic. After 20 to 30 minutes, the shellac was dissolved. Any remaining residue was removed by steam and/or a little more time in the ultrasonic. Using a 10X loupe, McLaughlin inspected the piece for uniformity in setting and to make sure all shellac was removed from the pieces.
 | After polishing the bottoms of each plate with platinum blue compound, McLaughlin firecoated them and pre-melted some 18-karat easy yellow solder in each assembly indentation. In preparation, he had precisely pre-cut the spacers and rounded them on each end. With a sure steady hand, McLaughlin placed each spacer and soldered them one at time. |
 | With the spacers in place on the 4 pieces, McLaughlin assembled and soldered the front and back plates—a task made easy by the precise spacing of the indentations on the models created via the CAD CAM process. Tip: The assembly is firecoated in a mixture of denatured alcohol and powdered boric acid to protect the diamonds from the heat and the 18-karat yellow from oxidizing. The polished white luster of the 950 palladium is slightly diminished through the gold soldering process but easily restored by polishing with the platinum blue compound. |
 | Next, McLaughlin hand fabricated the 18-karat yellow gold connectors. This will be soldered to the top portion of the design but will freely move between 2 of the spacer pins allowing the bottom portion to rotate. He's fitting the connector in this image. |
 | Using a round ball bur, McLaughlin makes a rounded indentation in the bottom assembly to accept the connector. This will allow for free movement when the final assembly is completed. The long wire will be the pearl post for setting the Tahitian cultured pearl. |
 | McLaughlin flows solder into assembly indentations he made at the end of each top plate. With cross-locking tweezers holding the connector that's been threaded through the earring, McLaughlin carefully solders the connector to the end of the top plate. |
 | He flows 18-karat easy yellow solder into the indentations at the top of each plate and then solders the earring posts as the final step in the soldering process. McLaughlin completes the polishing with platinum blue and white compounds. The white is an 8,000 grit compound and brings out the final luster of the bright-white 950 palladium. |
 | He uses pearl cement to mount the cultured Tahitian pearls. He leaves one on his bench pin to set up while gluing and setting the second one. The bottom portion of the earrings swivels and freely dangles when they are worn. Diamonds are set of both sides and provide the perfect compliment to the palladium and Tahitian cultured pearls. These pieces in 950 palladium have a similar weight to 14-karat white gold, so they have a comfortable finished weight. |
Related Articles

The Best Flux For Soldering Jewelry: How To Choose The Right One For Your Project

Installing and Repairing Hinge Rivets

Pulse Shaping: Energy Over Time

De-oxidized Sterling Silver Alloys





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
