
950 Palladium: Fabricating Custom Earrings
This article examines manufacturing procedures used to hand fabricate 950 palladium earrings. These custom earrings designed by Lainie Mann feature cultured mabe pearls and pink sapphires set into hand formed and fabricated 950 palladium. The materials used in this project include.
7 Minute Read
This article examines manufacturing procedures used to hand fabricate 950 palladium earrings. The 950 palladium for this article was purchased from Hoover & Strong. Their trade name for it is TruPd.
The materials used in this project include:
- 3×1 rectangular wire
- 14 gauge round wire
- 18 gauge round wire
- 24 gauge sheet
- Easy, medium and hard 950 TruPd palladium solder
Manufacturing methods and techniques covered in this project include:
- Annealing
- Bending and forming
- Filing, sanding and fitting
- Soldering
General 950 palladium information covered in this article includes:
- Cost analysis of using 950 palladium vs. 14-karat white gold and 950 platinum
- Tools and materials used for palladium
- 950 TruPd solder temperatures and composition
- 950 palladium refining suggestions
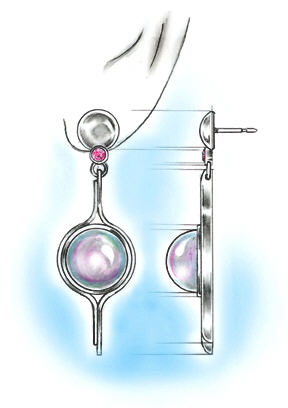 | These custom earrings designed by Lainie Mann feature cultured mabe pearls and pink sapphires set into hand formed and fabricated 950 palladium. |
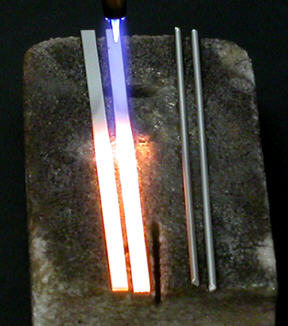 | Wire pieces were cut to the circumference of the mabe pearls for the bezels. After cleaning thoroughly, they were placed on a platinum soldering block for annealing. A vented torch tip was selected and the flame adjusted for annealing. The wires were evenly heated with the flame directed over the top, and the torch moving slowly back and forth along the length of the wires. The pieces were brought to a bright orange color, briefly held at temperature, and then allowed to air cool. Note: Over-annealing can cause excessive grain growth ultimately affecting forming and finishing operations. |
 | The wires were a dull whitish-gray color as supplied by Hoover & Strong. Annealing did not change their appearance and no pickling is required. Using forming pliers, the rectangular bezel wires were formed and shaped around the circumference of the mabe pearls. Tip: When working with palladium, avoid contamination from other metals. Clean all tools and use files and abrasive materials that are specific to palladium . |
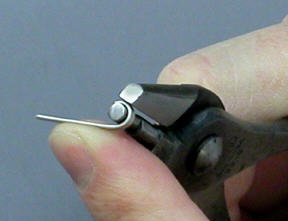
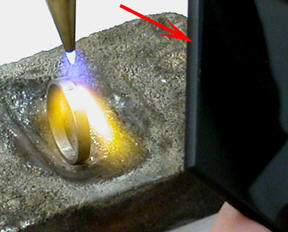 | The bezels were prepared for soldering by forming and flush fitting the two flat ends. The individual bezel wires were placed on the soldering block with the joint facing upward. A small piece of hard solder was placed directly over the joint. A pin-point flame was used to pre-heat and solder the joint. No flux, firecoating solution or other materials were used in the soldering process. Each of the bezel and lower bezel support wires were soldered in the same manner. Eye Protection - Important Note: When annealing or soldering palladium, view your work through rated welding lenses. In this example, a #7 rated welding lens is hand-held between the item being soldered and the technician's eyes (indicated by the red arrow). Some suppliers offer welding glasses with protective lenses and visors with magnification and rated lenses. |
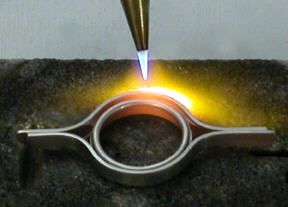
 | All bezel wire components were rounded and trued. The 14 gauge round wire will then be fit to the base of each rectangular wire, forming a seat for the mabe pearl. In preparation, a 45 degree angle is being ground on the inner edge of the rectangular bezel wire by using a 200 grit 3M flex diamond band. |
 | The pieces were then pre-finished using three grits of abrasive bands. Grits used included 400, 1200 and 3000. The pieces were then washed in the ultrasonic and dried. The rectangular bezel wires were placed face down on a platinum soldering block. The 14 gauge round wires were positioned into the angled rim. Four small pieces of TruPd medium solder were placed equally around the joint. The pieces were heated from the top in a circular motion and the solder flowed completely around the connection. |
 | Soldering creates a dull white finish on the surface of TruPd pieces. It's simple to remove by using fine abrasives. Here, a 1200 grit abrasive sanding stick is used. |
 | Another product well suited for pre-finishing this alloy is Foredom's ceramic impregnated abrasive wheels. They are available in 6 different grits that are color coded ranging from 120 to 1500. Using a multiple step abrasive process with palladium helps to produce the finest finish. |
 | The wires for each side of the bezel assemblies were annealed then hand formed. A ring mandrel provided a suitable forming tool. |
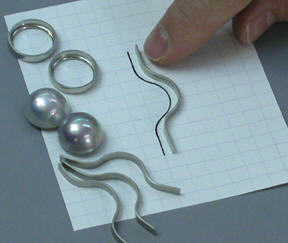 | To ensure consistent forming, a guide was drawn on graph paper. Each piece must be identical in size and shape. |
 | The wires are formed, pre-finished and ready for soldering. The bare wires are placed on the platinum soldering block and small pieces of easy flowing solder are placed along the top portion at the joint. The area to be joined is saturated with heat from a pinpoint flame and soldered. |
 | After soldering, the pieces are pre-finished on the top and bottom using a sanding board. This board has 320 grit abrasive paper adhered to it. Two finer grits were used after this step. |
 | The bezels were fit in the frames and placed face down on the platinum soldering block. Small pieces of easy palladium solder were placed along the solder seam on each side of the bezel. The pieces were heated along the top and side, then soldered. |
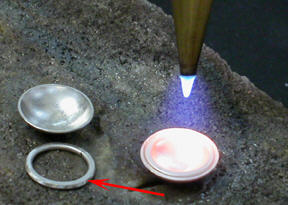
 | To make the small domed shapes for the tops of the earrings, small discs were cut from 24 gauge sheet. Next, they were formed in a dapping block using dapping punches. To get the desired shape, three progressively sized punches were used to form the disc in 5 progressively sized cups in the block. The final shaping form is indicated by the red arrow. |
 | The bezel wire for the pink sapphires was created by rolling 14 gauge round wire flat. The resulting thickness was 0.75 millimeters. After rolling, the wire was annealed and cut to length. The bezel wires were formed using round/flat forming pliers, then soldered. |
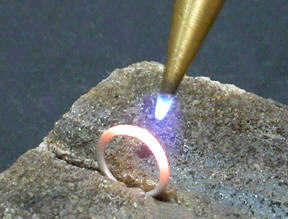 | 18 gauge round wire was formed to create a support at the base of each dome and soldered using hard solder. A slit cut in the platinum soldering block supports the wire for soldering. This block has various carved indentations to support or hold a variety of parts for soldering - allowing for hands free soldering sequences. Tip: If tweezers or solder pokers are used, they must be made of tungsten carbide to avoid contamination. |
 | After the wire ring is soldered and trued, a 45 degree taper is flat sanded around its circumference (indicated by the red arrow). This flat angle allows for greater metal to metal contact with the inside of the dome. They are soldered together using easy palladium solder. Tip: It is important to have metal to metal contact for soldering joints. Palladium solder does not fill gaps or irregularly fitting joints. |
 | The dome assembly was filed and shaped one side to accommodate the bezel. The bezel was soldered on with easy palladium solder. A cross bar to support the earring post was then soldered in place (the quality mark was stamped on prior to soldering). To complete the top component an earring post is soldered securely to the cross bar. |
 | Holes were marked and drilled in the top portion of each earring unit to allow for free movement on the jump ring. The pieces were pre-finished, polished and set. The earring components were assembled and the jump rings were pulse-arc-welded to secure the assembly. The polishing was quick and efficiently accomplished because the work was pre-finished as it was assembled. No rhodium plating is required because 950 palladium alloys are white and bright. |
Cost Analysis - Palladium, 14-karat White Gold & Platinum
The 950 palladium wires for the featured earrings after assembly and finishing weighed 7.56 pennyweight. The market price for palladium was $185.00 per ounce or $9.25 per pennyweight without a metal suppliers mark-up. This chart compares converted and actual weights of these earrings if made in the featured alloys.
A marked benefit of palladium alloys is that their specific gravity is nearly half that of platinum. This factor opens a world of possibilities for designers to create a greater range of larger creations. The earrings featured in this article would have been weight prohibitive in platinum.

Palladium Solders
TruPd 950 palladium solder is supplied in three melting temperatures; easy, medium and hard. The flow temperatures of the solder are as follows:
- Easy - 2005F
- Medium - 2210F
- Hard - 2365F
According to Stewart Grice, Hoover & Strong's director of refining and mill products, the solders are palladium based with a total of 95 percent precious metal content. Hoover & Strong does not currently offer a plumb palladium solder.
Palladium Refining Suggestions
When refining palladium, Stewart Grice, Hoover & Strong's director of refining and mill products offers the following advice:
 Keep palladium filings separate from other precious metals filings. Hoover & Strong will perform a RAP (report all precious) on allotments when requested but for the best return, keep filings separate.
Keep palladium filings separate from other precious metals filings. Hoover & Strong will perform a RAP (report all precious) on allotments when requested but for the best return, keep filings separate.- Keep palladium hard scrap separate from other precious hard scrap. It will maximize your return and speed the settlement.
- Hoover & Strong will purchase pieces marked 950Pd outright.

Related Articles

Pulse-Arc-Welder: Sterling Silver Bracelet

Pulse Shaping Test, 14k Ni WG

950 Palladium: Finishing Procedures

Laser Mokume – The Satow Method





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
