
Fixturing Using Welding Technology
Fixturing is a technique of using tack- and/or pulse-arc welding technology to temporarily position parts prior to soldering, pulse-arc or laser-welding. Repair, reconstruction, assembly, custom manufacturing and mass production all become more proficient using it. The following examples show applications of fixturing, how it was accomplished, the settings used and how it makes your work more proficient.
2 Minute Read
"Fixturing" is a technique of using tack- and/or pulse-arc welding technology to temporarily position parts prior to soldering, pulse-arc or laser-welding. Repair, reconstruction, assembly, custom manufacturing and mass production all become more proficient using it. The following examples show applications of "fixturing", how it was accomplished, the settings used and how it makes your work more proficient.
18 Karat Yellow Gold Ring Assembly
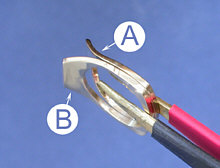 | The two rings (A) and (B) are to be soldered together. For the first step in this process the inside surface of the two rings are filed. The metal "raised" by filing helps create the proper joint for tack-welding. Then the ABI Tack II is used for tacking the parts prior to soldering. |
 | The Tack II is set at 45 volts on the high-energy setting and the double pole tweezers are used (C). These tweezers have leads to both the positive and negative terminals with a dielectric (non-conductive) insulator (D) between the tweezers arms that are used to hold and align the rings for tacking. After a single pulse of energy, the rings are tacked. |
 | Because these rings have a large amount of surface contact, pulse-arc-welding technology is used to strengthen the hold. By doing this in a few locations, these heavy flat rings are guaranteed to not come apart during the soldering procedure. The ABI Pulse-Arc-Welder was set on the high energy setting at 50 volts. The #2 tip was used and the alligator clip lead. |
| By using tack- and pulse-arc-welding technology to "fixture" this ring assembly prior to soldering, no binding wire or other cumbersome heat-sinking holding devices was required, a tight joint was insured and no shifting of parts occurred.> | |
Platinum Earring Assembly
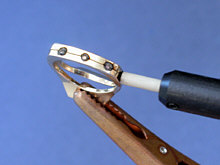
 | To attach and solder posts to platinum earrings, tack-welding technology was used to "fixture" the post. The contact pad (E) and pliers (F) leads were attached to the positive and negative terminals of the ABI Tack II. The Tack II was set at 40 volts on the high-energy setting and a single pulse of energy was used to "fixture" the post. |
 | The posts were soldered using 1500 platinum solder. Soldering was made easier since no other holding devices were required for the procedure. |
Repairing a Nose-Piece on Eyeglasses Frames
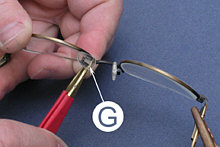 | To repair the broken nose-piece (G) on these eyeglasses, both sides of the broken joint were filed. The ABI Tack II set at 35 volts on the high-energy setting. The alligator clip and pliers leads were used to the positive and negative terminals. |
 | The nose-piece is firmly held in place and ready for pulse-arc welding. For welding titanium frames, argon gas is required. Titanium eyeglasses are made from a variety of alloys and the results have been mixed. Research continues for reliable success with Titanium. Removal of the lenses or extensive refinishing to the frames was not required. |
Important
Tack-, fusion- and pulse-arc-welding equipment settings will differ and are based upon the volume, amount of contact and alloy of the material you are working with. Practicing using like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
–
Related Articles

Laser Welding Basics – Part 4

How to Make a Three Stone Dangle Pendant

Making Custom-Designed Diamond and Tourmaline Earrings

950 Palladium: Manufacturing Tips and Techniques





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
