
Reconstructing Earrings Using Welding Technology
These fashion drop earrings contain oval diamonds weighing 1.78 carats. The customer is concerned about loss because of the open design of the ear wires. She would also like the earrings to freely dangle and move when worn. To accommodate this request.
3 Minute Read
These fashion drop earrings contain oval diamonds weighing 1.78 carats. The customer is concerned about loss because of the open design of the ear wires. She would also like the earrings to freely dangle and move when worn.
Reconstructing Earrings Using Pulse-Arc-Welding Technology | |
 | To accommodate this request, a jump ring is pulse-arc-welded at the top of the earring and the jump ring on the new interlocking lever back dangle finding will be permanently welded shut. This will keep the integrity of the spring action of the finding without annealing it. |
 | The current ear wires were cut and removed and the earrings were filed and sanded flat at the top portion. |
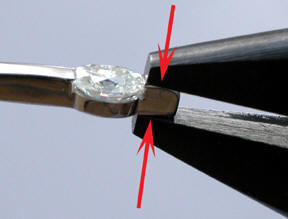 | The jump rings will be tacked using the ABI Tack II tack welder. The tack welding will be done using the parallel pliers and brass tweezers leads. The pliers are attached to the positive terminal of the tack welding unit. The parallel pliers make very good contact with the earring and the operator is able to hold the assembly securely. |
 | These 2 views show the brass tweezers lead holding the jump ring. One side of the tweezers points was rounded (A) so no sharp edges of the tweezers would come in contact with the inside radius of the jump ring. Rounding the point increases the contact between the inside of the jump ring and the tweezers and reduces the potential for a destructive tack weld. |
 | The ABI Tack II was set on the high energy setting, with 30 volts. FIRM contact was made between the two parts and a single pulse of energy was released by tapping the footpedal once. Now the two parts are temporarily held in position for a more permanent attachment done by soldering or welding. |
 | For this project, we will pulse-arc-weld the joints between the jump rings and the earrings. The ABI Pulse Arc Welder is set to 40 volts on the high energy setting. The #3 tip was used on the pulse arc welding handpiece. |
 | The tip of the ceramic collar was angled to better access the welding joint. The electrode was recessed in the collar about 1/2 of a millimeter. It did not touch the surface of the earring or jumpring. |
 | About 6 pulses of energy were used to complete this welding joint. The welding handpiece was repositioned around the joint prior to each pulse of energy being released. |
 | After welding the jumprings to the earrings, they were finished and polished. The next step is attaching the earrings to the new lever backs. The lever backs were made commercially by die striking and forming. They are light weight and have a rivet in them so they spring open and securely close. For the best security, after the earrings were installed on the lever backs, the jump rings on each were welded shut. The ABI was set to the same settings but the smaller #1 tip was attached to the welding handpiece. Two pulses of energy were used to weld each jump ring closed. |
 | Because all parts are permanently closed by pulse-arc-welding, the customer will not have to worry about loss. There was only minimal clean-up to do because a torch was not used in this process. |
Important
Tack-, fusion- and pulse-arc equipment settings will differ and are based upon the volume, amount of contact and alloy of the material you are working with. Practicing using like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
Note
This content is published in a handbook along with other welding applications. To get a copy of the ABI Handbook of Welding Applications for Jewelry Design and Repair, contact Janet Kirk at 401-461-4140
Related Articles

Laser Repair: Emerald & Diamond Ring

Jewelry Designs: Maya Pendant
Special Repair Work

De-oxidized Sterling Silver Alloys





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
