
Casting Troubleshooting
Track down and correct defects in your cast jewelry with the help of our casting troubleshooting series. Also, learn how to prevent common errors.
Identifying and Preventing Wax Defects
Manufacturer spend much time and money diagnosing defects that are believed to originate in the casting process, but actually occur...
Read More
Casting Investment Materials and Applications
The casting investment process enjoys wide popularity in the production of commercial and one-of-a-kind art metal objects. However, production practice...
Read More

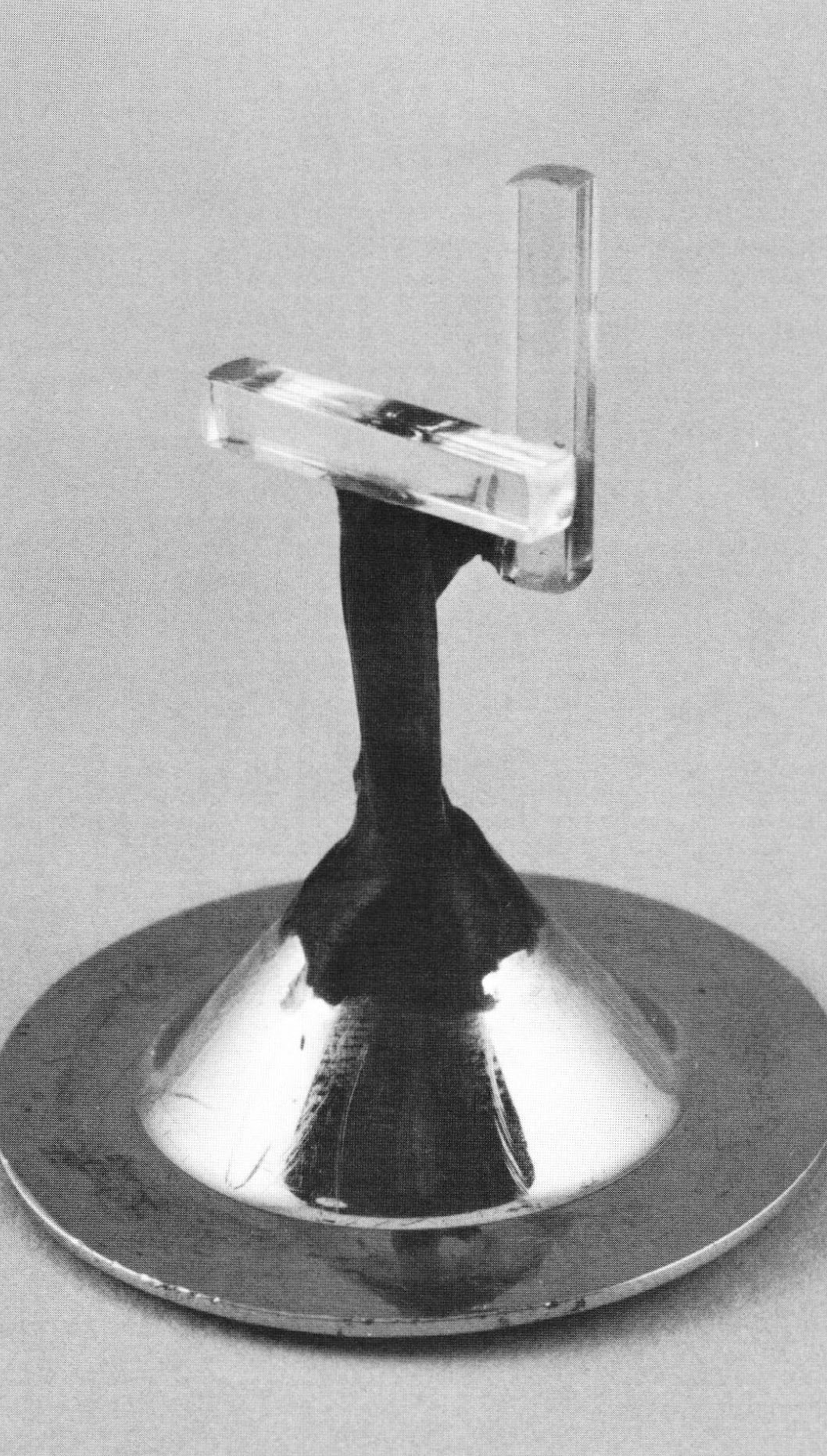
Cracks in Jewelry Manufacturing
As many jewelry manufacturers and goldsmiths know from hard experience, cracking in jewelry can occur at any time during its...
Read More
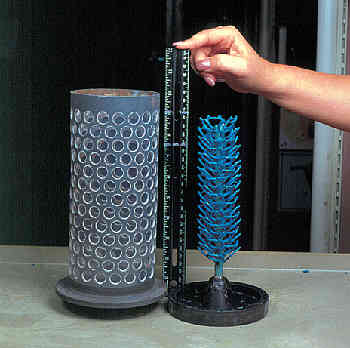
Five Steps for Successful Investing
A good practice for preventing investment blowout is to measure the height of the trees before investing. The maximum tree...
Read More
Identification & Correction of Platinum Casting Defects
Platinum casting defects are often very difficult to characterize due to the intrinsic complexity of the investment casting process. All...
Read More

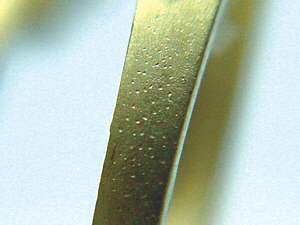
Causes & Prevention of Defects in Wrought Alloys
Much of the recent literature on defects that occur in jewellery manufacture is focused on those occurring in lost wax...
Read More

Retracing Steps to Solve Casting Problems
A design riddled with undercuts and sharp little details just screams casting nightmare the moment the CAD file shows up....
Read More

Overcoming Lightweight Casting Challenges
It's no wonder that as precious metals prices have risen to new heights over the past few years, jewelry castings...
Read More

The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

Trusted Jewelry Making Information & Techniques
Sign up to receive the latest articles, techniques, and inspirations with our free newsletter.