
Five Steps for Successful Investing
A good practice for preventing investment blowout is to measure the height of the trees before investing. The maximum tree height should be between 0.5 inch and (for larger trees with more metal) 0.75 inch shorter than the fill level of the flask. It's also important to leave a 0.125 inch gap between the top of the investment and the top of the flask if you are using benchtop vacuum casting with a solid flask.
3 Minute Read
In this article we talk about the Five Steps for Successful Investing as written by Gregg Todd and Greg Gilman. See the list below for more details.
Measure the Height of the Tree before Investing
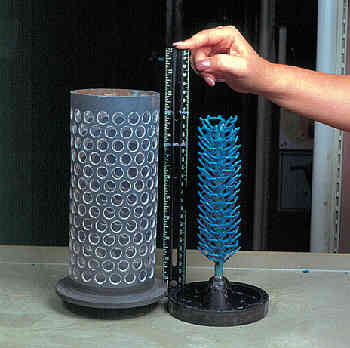
A good practice for preventing investment blowout is to measure the height of the trees before investing. The maximum tree height should be between 0.5 inch and (for larger trees with more metal) 0.75 inch shorter than the fill level of the flask. It's also important to leave a 0.125 inch gap between the top of the investment and the top of the flask if you are using benchtop vacuum casting with a solid flask. With perforated flasks cast in a vacuum chamber or with centrifugal casting, the flasks can be filled completely and the tree height lengthened accordingly.
Dip the Tree in a Debubblizer

Unless you are mixing the investment and filling the flasks in a vacuum, dipping the tree in a debubblizer is recommended . This reduces the surface tension on the patterns, which helps to prevent air bubbles from clinging to the surface and forming nodules on the casting.
Properly Position the Tree in the Flask

How the tree is positioned in the flask for casting is very important in ensuring investment strength. There should be ample space-generally a minimum of 0.25 inch (6 mm)-between the outermost part of the pattern and the side wall of the flask
The positioning will also help to calculate the amount of time you have before the flask has cooled and your castings are in danger. Most gypsum-based investments have a heat transference rate of about 400°F (204 C) per minute/mm. If the investment surrounding the tree is 6 mm thick, you will have about 1.5 minutes before the temperature at the outermost portions of the pattern drops 100°F (38 C). If you have a 200°F (93 C) window for casting, you will have about 3 minutes to complete the casting before the temperature drops below that limit. If you have 12 mm of investment between the pattern and side walls, you will have about 6 minutes to complete the casting.
Carefully Measure and Monitor the Investment
When it comes to investing, following manufacturers' recommendations for mixing and measuring is critical. Powder should be measured by weight and fluid should be measured by volume.
Safety is a consideration when mixing investment. You should wear a good particle mask that seals tightly to your face. Wearing a paper dust mask is only marginally better than wearing no protection at all; it provides a false sense of security.
After carefully measuring and achieving the correct water-to-powder ratio, the investment must be mixed thoroughly to form a creamy slurry (photo 4). Carefully follow the manufacturers' directions for mixing times and temperatures. Keep in mind that the water and powder temperatures will affect mixing time. The hotter the materials, the shorter the mixing time.

Note: Investment has a shelf life. Over time-between six months and one year-the investment can absorb humidity from its surroundings and become ruined. It's important to store investment according to the manufacturer's instructions. One tip: Never store investment directly on a concrete floor, since concrete holds moisture.
Aside from problems with humidity, the silica begins to settle out of the investment powder after a while. If not re-mixed periodically, the investment formula can change enough to cause major problems in casting. The most common problems associated with this are fragile investment and poor surface texture on castings.
Vacuum the Investment

The mixed investment must be vacuumed to remove trapped and suspended air. When vacuuming is complete, carefully pour the investment into the flask and fill it to the top of the tree. Place a rubber sleeve over the top of the flask and vacuum the flask (photo 5). The investment will rise and boil during vacuuming as the trapped air expands and rises. After vacuuming, add a little more investment to top off the flask to the proper level, as described earlier, and set it aside to gloss off (solidify). Before loading the flasks into the oven, care should also be taken when removing the rubber. Improper handling can cause small amounts of investment to chip off the surface, thereby causing inclusions in the casting.
![]()
In association with
![]()
The award-winning Journal is published monthly by MJSA, the trade association for professional jewelry makers, designers, and related suppliers. It offers design ideas, fabrication and production techniques, bench tips, business and marketing insights, and trend and technology updates—the information crucial for business success. “More than other publications, MJSA Journal is oriented toward people like me: those trying to earn a living by designing and making jewelry,” says Jim Binnion of James Binnion Metal Arts.
Click here to read our latest articles
Click here to get a FREE four-month trial subscription.
Related Articles

The Sprue System Design
Wax Casting Burnout Cycles
Casting Notes for Silver Lost Wax Casting

Casting Investment Materials and Applications





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

