
Overcoming Lightweight Casting Challenges
9 Minute Read
It's no wonder that as precious metals prices have risen to new heights over the past few years, jewelry castings have gotten thinner and lighter to maintain reasonable price points. It's not uncommon today for impossibly thin or delicate and complex casting jobs to land on a contract caster's desk with the target retail price that must be reached to make the piece salable.
But it's not always about the money. Sometimes, weight is a matter of function: Too heavy, and a piece won't wear properly. And other times, the heft of a jewelry item is a product of its intricate design.
But all of these circumstances have one thing in common: Ultimately, it's up to the caster to get these lightweight pieces to fill and to meet with the customer's expectations.
Case studies in Hollow Designs and Lightweight Casting Challenges
In the following case studies, contract casters discuss how they overcame specific challenges presented by casting three designs on the light side.
Bunny Love
Casting a nature-inspired silver bead
When taking design cues from nature, the inherent intricate details and contours can raise a lot of red flags for casting. Often, the more proactive you can be in the modeling process, the fewer hiccups you'll have when casting the piece. CAD designer Kitty Hundley of Sierra Design Studios in Philadelphia took a proactive approach when modeling the one-inch Bunny Bead for the Oji Jewelry line, which she produces with her business partner, caster Gabe Sider of Sierra Design Studios in San Francisco.

Before beginning the actual CAD work on the bead, which measures about 1 inch and weighs 25.5 dwt, Hundley considered the fact that it would be a production piece that would possibly be cast in two different metals, not a piece that could be grown then cast whole and only once.
Working in Matrix, Hundley made "big chunky bunnies," manipulating the completely solid forms. "I had to work backward and establish the seam almost last," she says. "But it was in the forefront of my thinking as I designed." Keeping the two halves together as long as possible assured her of their eventual fit.
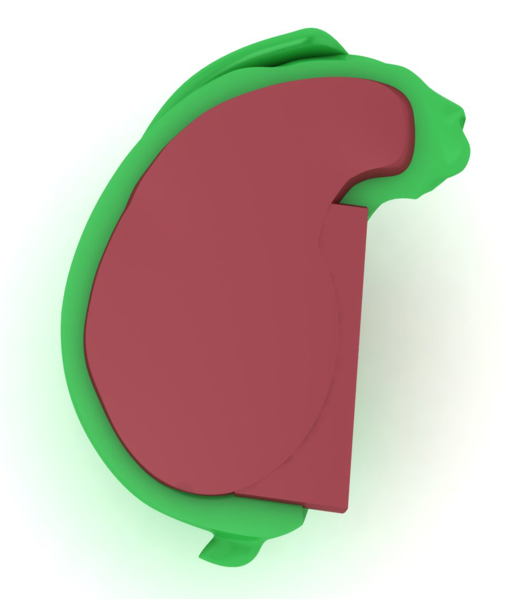
Anticipating a common problem—creating an even thickness of the bead's walls—Hundley chose not to wait until she finished modeling to cut out the middle of the bead. She instead made a copy that was 1 mm smaller in all directions at the very beginning, and grouped this negative shape along with the positive. Changes on the positive—except for definition on the outside, such as the ears—happened to the negative as it held the same shape. "In the end, I was able to remove the negative shape from the positive shape, leaving behind a 1 mm thick wall," she says.
One of the potential issues Hundley foresaw was the two bunnies accidentally locking together: "The two rabbits needed to fit together well visually as well as from a production standpoint," she says. "I was working from really broad strokes until I had created a seam between bunnies that didn't lock. It's such an undulating parting between the two that we made sure none of those areas would lock; we wanted to make sure we could pull them apart as they were worked on and that no undercuts would stick together in a funky way."
Even with experience and skill on Hundley's end, Sider offered some input when he began to work with the casting side of the project, as he anticipated two potential problems. "I molded the first resin prototypes and experimented a bit, discovering that the walls were a little too thin to get good injections in places," he says. "Kitty adjusted it, thickening the areas between the ears and beneath one of the paws that were not filling properly, and I remolded the subsequent new resin prototypes."
The second potential problem arose during soldering. Sider cast the bead in sterling silver in two pieces. After soldering the two halves together, he became concerned that the holes for the cord on each side might make the bead weak. He found a solution for this soft metal: "Kitty made the two halves fit so well that it was easy to weld them together in wax and cast the bead as one unit," he says. "They cast just as well as one form, and they're less costly than to silver solder each piece." However, having the model in two parts enables Sider to easily execute a bi-metal version of the bead.

Forethought went a long way to preventing issues both during casting and beyond. "The whole point of CAD is to use it to solve your casting problems," says Hundley. "A lot of things can be done in the design phase that can prevent problems for the caster."
Reviving the Past
Casting a delicate 1800s-era rose gold ring
When a merchandising buyer for Colonial Williamsburg contacted RW Manufacturing to inquire about jewelry reproduction work, the manufacturer welcomed the opportunity. John Keim, president of the East Rochester, New York-based company, traveled to Virginia to see firsthand the 1800s-era jewelry that RW would possibly be remaking.

"Back then, the rings were much lighter than our cast product is today because everything was hand fabricated," says Keim. "We were presented with some fabricated rings that we knew would be difficult to reproduce through casting because of their intricate designs and light weight."

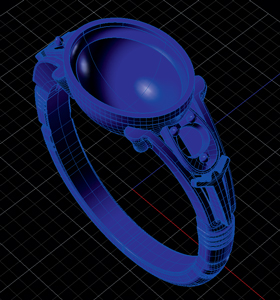
A 14k rose gold ring with a red crystal center stone proved particularly challenging because of the delicacy of the design. "To keep costs reasonable for resale, we had to target a wholesale price for the ring between $200 and $250, depending on the gold market," says Melissa Holthoff, wholesale manager and head of CAD design and development for RW. "The total weight of the metal, including the sprue, had to hover somewhere around 3 dwt to make that happen."

Keim modeled the ring in CAD to these specifications, using a red glass center stone to match the original, as well as white topaz for the accent stones. After printing the CAD file on a Solidscape T66 3-D printer, the production team at RW decided to use the HD Pattern System to mold and shoot patterns of the ring for casting as opposed to using a traditional wax injection process. "With a very slight design like this one that goes from a very thin shank to a substantial bezel, we have had problems in the past getting regular injection wax to fill the molds," says Holthoff. In this example, the 1.65 mm wide by 0.98 mm thick shank meets up with a 12 mm by 13 mm bezel, with some filigree work in between. "Also, standard injection wax doesn't tend to hold the firm, crisp details in a thinner piece such as this one as well as the HD material does. HD allows us to keep the shape and integrity of the pattern for casting."
After shooting the pattern in HD material, RW's team applied a tapered sprue that measures 7 mm thick at the widest point to the base of the shank. When investing the flask, the wax department used Kerr Satin Cast and followed a strict schedule developed by RW to ensure the investment was cured to its hardest state. They then cast the pattern in a centrifugal machine. "We used a centrifugal casting machine as opposed to a vacuum caster for this ring because it forces the metal up into the bezel at a higher velocity, thus ensuring better fill for such a delicate piece," says Holthoff. "Because of the force exerted, it's essential to invest properly to ensure that you are starting with the hardest investment possible to avoid breakage that can result in inclusions."
The resulting casting filled successfully and weighed right around 3 dwt, meeting the client's needs for a wholesale cost of between $200 and $250. The reproduction is not only an accurate representation of the original thin design, but also an affordable one.
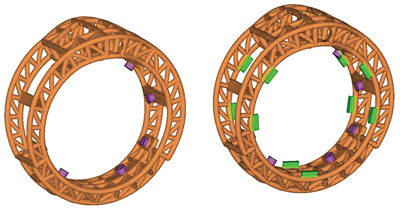
Seeing Sprues
Casting a complex framework ring in palladium
When this CAD file came in for casting, we stopped in our tracks," says Teresa Fryé of Techform Advanced Casting in Portland, Oregon, who specializes in casting custom designs in platinum and palladium. "When you think about metal flow in this complicated design, your head starts spinning."

The saving grace of this framework ring, which was designed by Krikawa Jewelry Designs in Tucson to be cast in palladium, was that it had relatively uniform cross sections throughout its web-like structure, so there aren't a lot of thick-to-thin transitions. "If you're going to do a framework design like this, one of the best things you can do as a designer to promote fill and internal density is to stay uniform in your cross sections," says Fryé.
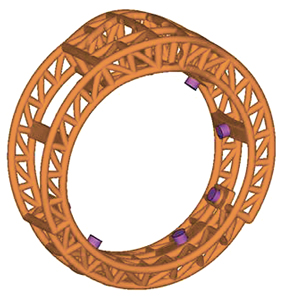
That said, when the file arrived at Techform, the suggested spruing method was not ideal. "The original nine sprues were all feeding the center of the ring, while the thin rails on the outside were just hanging out there with expectations of being fed through 0.7 to 0.9 mm connections over a comparatively large surface area," says Fryé. "While this approach might work fine in metals with excellent flow, such as silver or yellow gold, it is very risky for 950 palladium."
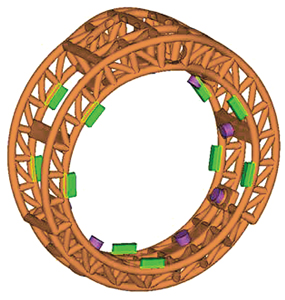
Instead, the Techform team suggested a whopping 19-part sprue system: the original nine sprues feeding the center of the shank and five sprues on each outer rail. "Because you have so many thin cross sections, you need a lot of feeding points in high temperature metals or you'll risk no-fill, sub-surface shrinkage porosity, and gas porosity," says Fryé. "Metals like platinum and palladium have much faster solidification rates than gold or silver, so you need more sprues to achieve complete fill and a high density casting."
In addition to ensuring fill and preventing shrinkage porosity, an ample amount of sprues is necessary when casting palladium to ensure degassing upon solidification. "When I first started casting palladium in 2005, I had extensive conversations with Hoover & Strong's metallurgist, Stewart Grice, about palladium's behavior during solidification," says Fryé. "Stewart coined the term 'gas magnet' to describe how molten palladium will fiercely seek out hydrogen, which can leave your casting full of gas porosity if you are not diligent." While palladium is always cast under a protective environment using argon cover gas or partial vacuum, Fryé says some degree of gas will nevertheless be present in the metal during solidification, and multiple sprues help it escape.
In situations like this one, where so many sprues are necessary to successfully cast a design, Fryé says working with the client to add sprue pads to the CAD file is critical to prevent headaches during cleanup and polishing. "By adding the sprue pads at the outset, the bench jeweler isn't faced with dozens of messy wax welds from sprue applications done without pads," she says. "They are uniform and quick to remove, resulting in faster cleanup."
Fryé is quick to note that to some casters, her company's spruing of this ring might look like overkill. But, she adds, when it comes to casting a unique custom design for a client, you often have one chance to get it right without significant downstream effects on your customer and his or her client.
"We can't afford to lose pieces—ever," she says. "In custom casting, you have to err on the side of caution, so we may potentially oversprue a design because we need success the first time through. If our goal is to deliver a high quality and dense casting to our customer in a very short time frame, we just have to think this way."
![]()
In association with
![]()
The award-winning Journal is published monthly by MJSA, the trade association for professional jewelry makers, designers, and related suppliers. It offers design ideas, fabrication and production techniques, bench tips, business and marketing insights, and trend and technology updates—the information crucial for business success. “More than other publications, MJSA Journal is oriented toward people like me: those trying to earn a living by designing and making jewelry,” says Jim Binnion of James Binnion Metal Arts.
Click here to read our latest articles
Click here to get a FREE four-month trial subscription.
Related Articles

Kenneth Bates: Dean of American Enameling

Carrie Adell: Energies of Transformation

Sustainable Alternatives

Peruvian Jewelry Art and Metalwork





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

