
Casting Investment Materials and Applications
20 Minute Read
The casting investment process enjoys wide popularity in the production of commercial and one-of-a-kind art metal objects. However, production practice varies widely. At one extreme, design renderings are turned over to a production shop; at the other, the complete production process is carried out in the artist's own studio.
What You'll Need For The Casting Investment Process
Casting Investment Materials and Applications
In either case, a clear understanding of the materials and processes will help insure optimum results. There are a wide range of technical considerations involved in the investment casting process. This paper will focus on various aspects of investment application, beginning with a discussion of investment materials. This will be followed by specific application techniques and some troubleshooting suggestions.
The two most common classes of casting investment are based on different chemical systems: Calcium Sulphate and Ammonium Phospate/Magnesium Oxide. The majority of commercial jewelry castings are made with calcium sulphate-based systems. They provide a good balance of economy, workability and physical properties. This article will be limited to calcium sulphate-based systems. The information presented should not be applied to other investment systems.
The ingredients used in an investment formulation establish its basic properties. The calcium sulphate jewelry investments are composed primarily of:
- Gypsum—provides a structural base for the investment by the formation of a solid during the reaction between water and the gypsum powder.
- Quartz—powered quartz (silica) provides reinforcement for the investment material.
- Cristobalite—a form of silica added to adjust the thermal expansion properties of the investment.
In addition, other materials may be added in small amounts:
- Wetting Agents—improve flow and insure intimate contact between the investment and the model.
- Defoaming Agents—minimize the development of bubbles in the mix.
- Reducing Agents—added to reduce surface oxidation on castings.
- Fibers—improve structural properties.
Each of these materials will be considered in more detail. When heated to about 375°F/190°C, hydrated calcium sulphate (CaSo4•2H2O) dehydrates to form the hemihydrate (2CaSO4•H2O). The hemihydrate is referred to as plaster of Paris or gypsum. This is a reversible reaction. When mixed with water, the hemihydrate reverts back to its original composition. During this reaction a mass of interlocking crystals is formed.
On a chemical basis, about 18% water (by weight) would be needed to complete the reaction. However, excess water is added to prevent cracking and to insure that the reaction proceeds to completion. The excess water is evaporated during the burnout. Two factors strongly influence the rate of the reaction between the water and gypsum: proportions of water and temperature.
Manufacturers generally recommend that variation in the amount of water be limited to ± 5%. Less water will shorten the setting time and more water will extend it. The ± 5% change in water content will typically change the setting time by ± 30 to 45 seconds. Increasing the water content will also cause a thinner mix.
Increasing temperature can significantly shorten investment setting time. Hold the shop and water temperature constant. If you experience seasonal temperature variations in your studio, it may be necessary to adjust your investment cycle.
Other variables also influence the rate of reaction. A key factor is the amount of moisture absorbed by the investment during storage (partial rehydration). An obvious source is the moisture in the air. If the investment is stored in an open container, it will react with water in the air and deteriorate. This can cause several problems. In the worst case the investment will harden and form lumps. However, a number of more subtle changes occur before the investment solidifies. The primary concern is the change in working time of the investment. Moisture absorption will increase investment work time and decrease final strength.
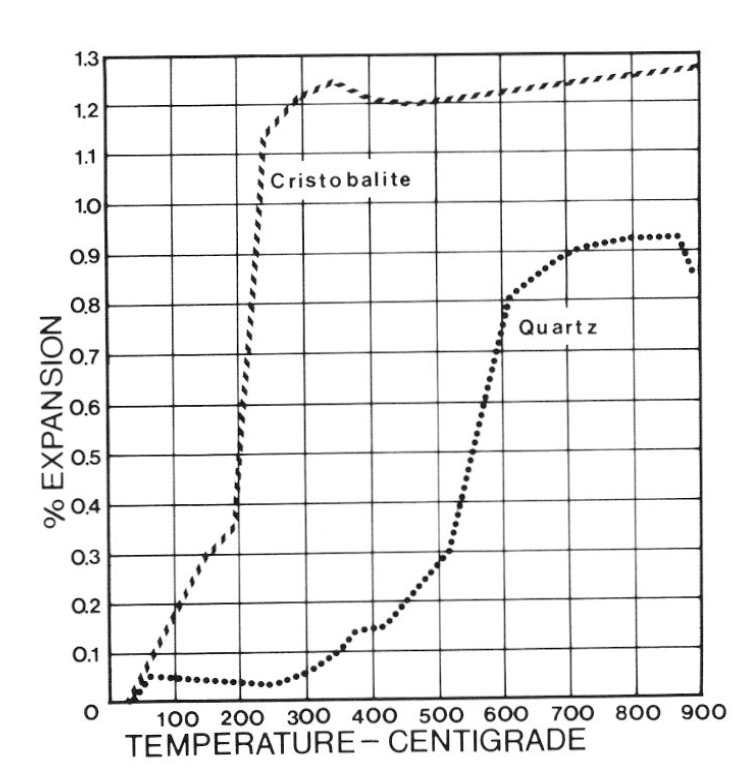
Two forms of silica are used in many contemporary investments. A number of minerals exist with a common chemical structure but they exist in two or more physical forms. This characteristic is known as polymorphism. For example, carbon can exist as graphite or diamond. There are several polymorphous forms of silica. Two of these may be used in investment materials. The first is ordinary quartz and the second is cristobalite. Both have the same chemical form, SiO2, but they have dramatically different physical properties. The specific property of interest is thermal expansion. By using a proper proportion of the two forms of silica, it is possible to tailor the thermal expansion properties of the investment.
Figure 1 illustrates the thermal expansion properties of two different investments. One is based entirely on quartz (80%) and calcium sulphate (20%). The other is a mixture of quartz, calcium sulphate and cristobalite. The chart indicates that the cristobalite-based investment will expand about 1.2% as it is heated from room temperature to 572°F/300°C. In the same range, the quartz investment will expand approximately 0.05%. You will notice that the expansion curve of the cristobalite investment has a very sharp break. This corresponds to the silica inversion point at 450°F/232°C. At about 572°F/300°C the investment stops expanding to any significant degree. This sudden change is expansion properties causes cracking if the investment is cooled below the inversion point.
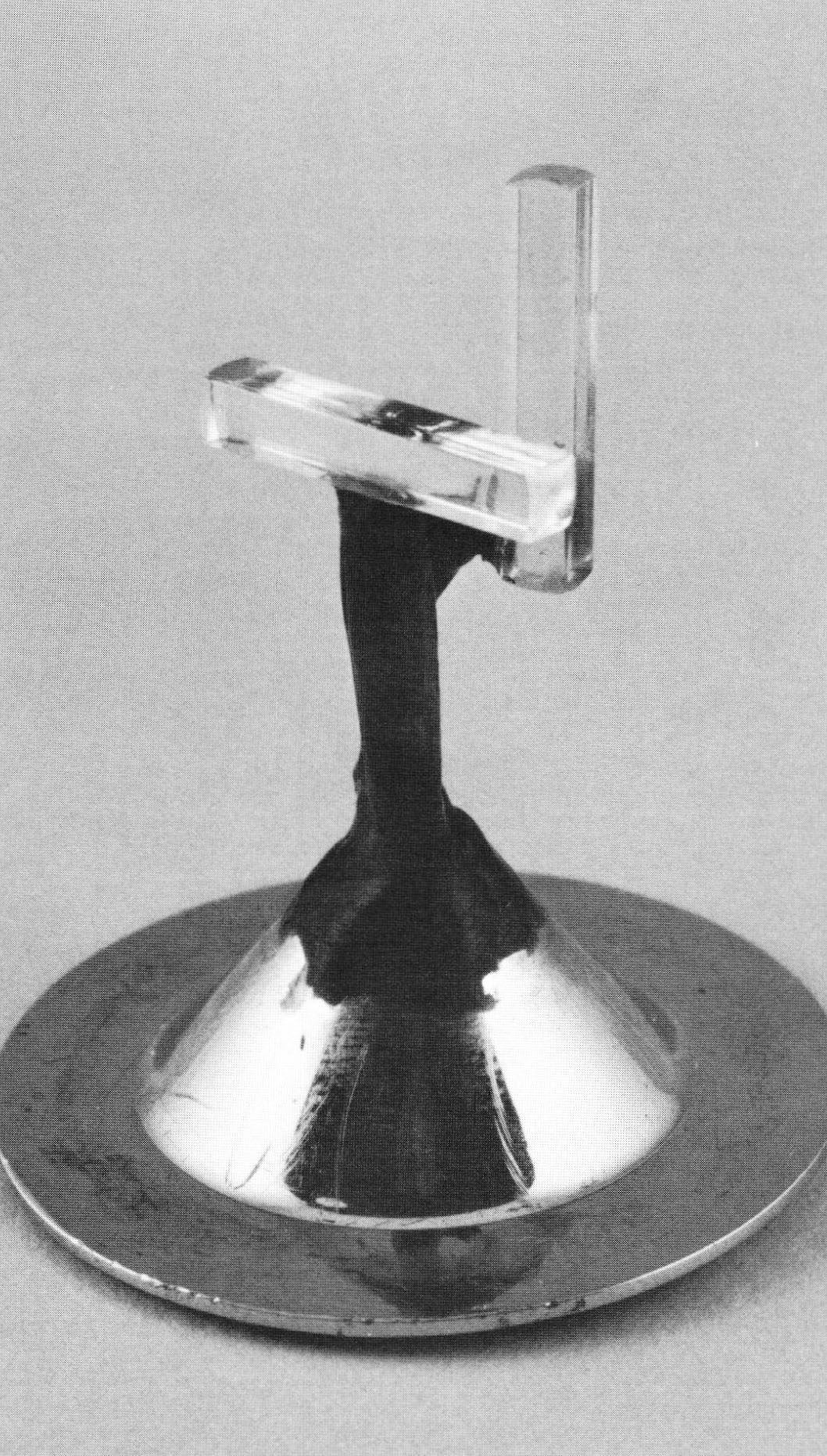
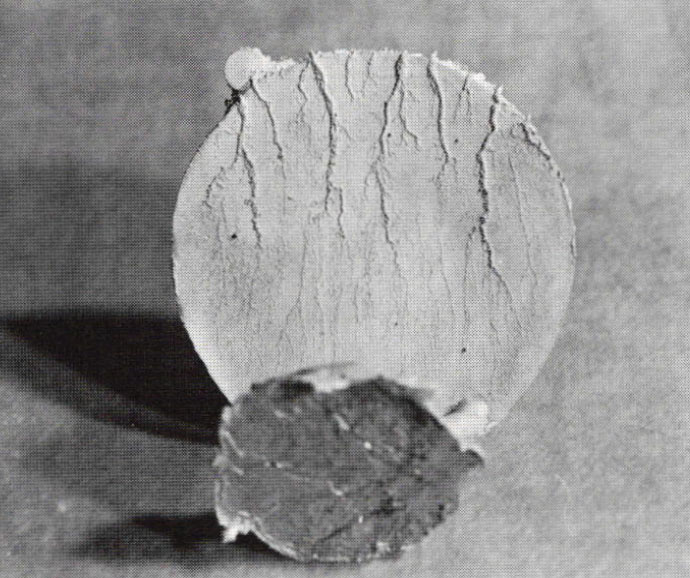
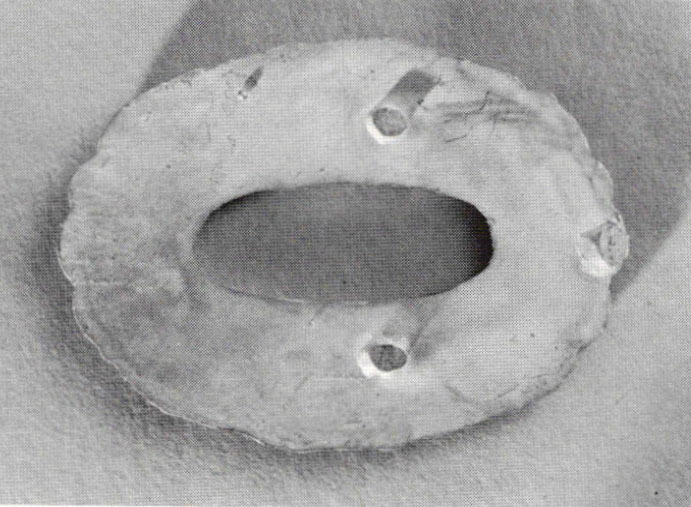
Typical alloys of gold, copper and silver all contract roughly the same amount as the investment when cooling from solidification to room temperature. This means that the investment expands enough to compensate for the contraction of the metal during cooling. Some literature suggests the use of compensation for contraction. In many cases, the descriptions deal with materials that did not incorporate cristobalite. Modern cristobalite investments need very little or no compensation for expansion. Figures 2 and 3 will help put this in perspective. The ring model and the test bars were fabricated from acrylic plastic. This allowed precise measurement. Both parts were invested, cast and remeasured. The photographs and subsequent measurement show that very little contraction occurred. The test bars contracted 0.71% and 0.86%. After sanding (400 grit) and polishing, the ring was essentially the same size as the model.
Many apparent cases of shrinkage are actually caused by poor measurement. Most waxes are flexible. A ring model may stretch as much as a size during measurement, and it's easy to build a wax bezel with a snap fit. The cast metal is not flexible, and what appears to be a case of shrinkage is simply poor measurement. Note that masters for wax injection do require compensation due to wax shrinkage during the injection process.
The physical strength of the investment is obviously important. During solidification an interlocking matrix of crystals forms around the filler material. The final physical strength of the investment is affected by the proportion of ingredients, storage conditions and the method of mixing the investment. The physical strength of the investment may be significantly decreased by improper handling. The importance of physical strength may not be obvious. There is a relatively wide margin for safety in the process. Cases of catastrophic failure are rare. However, more subtle factors may be at work. Diminished strength of the investment may cause decreased quality of the surface as the material spalls or is eroded during the metal fill. Any loose material ends up somewhere in the casting. Poor strength can also generate fins or webs on the casting. The fact that the investment survives the casting process does not mean that it developed its full strength or was properly applied.
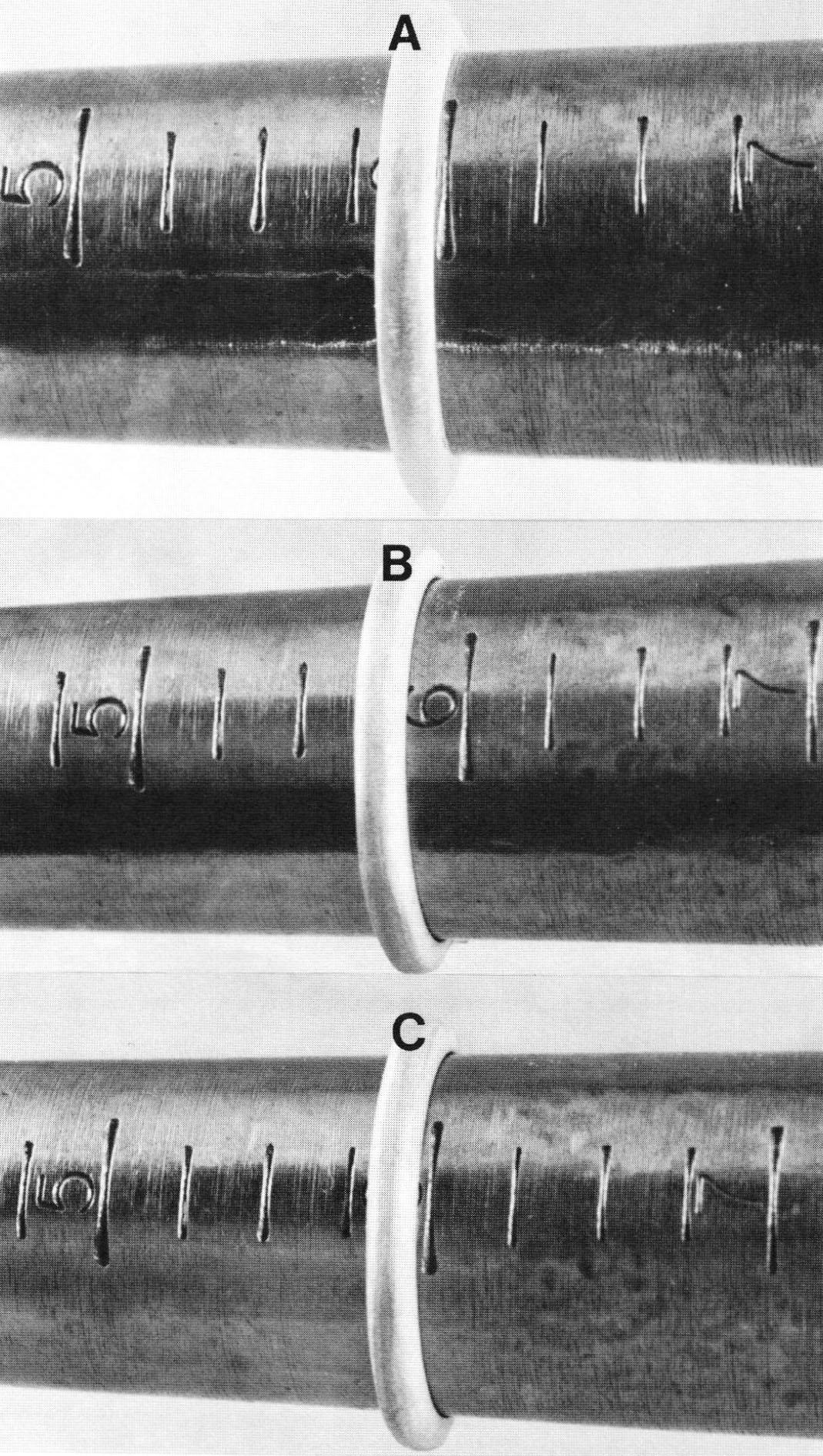 | 2 The three segments of the photograph provide a practical demonstration of typical casting shrinkage. A) The original model B) Shank as cast C) Final size after buffing |
A study of the investment application process immediately discloses two basic problems. First, the literature seems to be inconsistent. Second, actual shop practice varies widely. Many casting operations produce excellent results with procedures at variance with the manufacturer's directions. The principle problem with the literature is straightforward. It accumulated over a period of years and materials have changed. Almost invariably, no reference is made to specific investment material. Is it calcium sulphate based or phosphate based? Does it contain cristobalite? Even the brand is seldom mentioned. This means that the literature is filled with references to different materials with different working properties. It should come as no surprise that any specific recommendations are difficult to apply.
Variations in contemporary practice can be understood in terms of specific applications. The investment process is flexible. Within certain parameters you can modify the process to fit your own shop situation. The following information will allow you to tailor your shop procedures to insure consistent results in your own studio.
Two basic system properties must be considered: Viscosity and Work Time. The viscosity of the system is the physical property which changes most dramatically during the investment process. Viscosity relates to the flow properties of a slurry or solution. Honey is more viscous than water. This property of the system is important when suspended solids are present.
Particulate matter will settle quickly from a low viscosity system and more slowly from a high-viscosity system. The formulation of the investment itself is influenced by these characteristics. The investment must be thin enough to flow into every detail of the master model. On the other hand, it must be thick enough to suspend the particulate fillers in the system. Settling of the suspended solids is one of the key causes of casting defects.
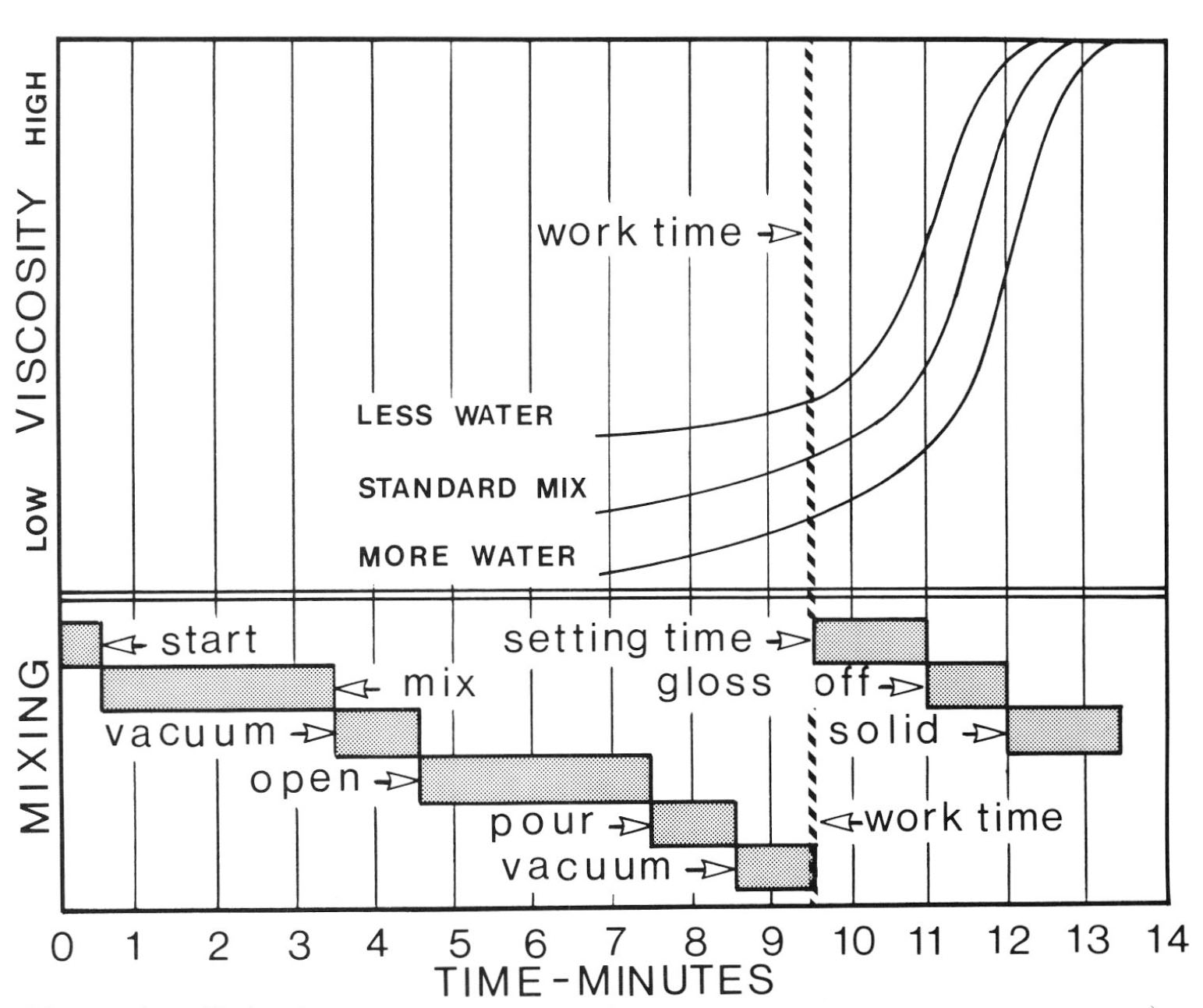
The viscosity of the investment mix changes almost constantly during the time between mixing and setting. If you measure this viscosity change, the requirements of the investment process become clearer. The top portion of Figure 4 illustrates the viscosity properties of an investment mix. The system starts out with a low viscosity, which increases dramatically at the setting time. The rapid rise in viscosity is a very significant characteristic. It establishes the amount of time available to complete the investment process. This is known as the work time.
The moment that the investment and the water are combined, a chemical reaction begins. This reaction continues for an hour or more after the solidification of the investment. Many of the changes (such as viscosity) can only be measured under laboratory conditions. However, one characteristic of the investment mix that is easy to observe is called the "gloss off." In essence, the gloss off is the transition from a slurry to a semi-solid.
I would recommend that you observe this phenomenon in your own studio. Following the manufacturer's instructions, prepare a small batch of investment and pour it into an open container. Place the container under a bright light. Time the mix from the moment the water and investment are combined (the investment is added to the water). When the materials are mixed, they have a wet, glossy appearance. After 9 to 13 minutes you will see a change. In less than a minute the appearance will change from wet and glossy to flat and dull. The investment has lost its gloss.
Note the time you can first observe this change. This is called the gloss-off time and is very important in developing an investing cycle. In Figure 4 you will note that gloss-off corresponds to the sudden viscosity increase. Obviously the investing process must be completed before gloss off begins. All handling of the investment must be completed about 1½ minutes before gloss off. The period of 1½ minutes before gloss off is called the setting time. The beginning of the setting time is called the work time. Work time is the amount of time available for processing.
With this information, a specific investing cycle can be established. Several elements must be considered. First, the chemical reaction between the water and calcium sulphate is influenced by mixing. The optimum properties of the investment are developed when mixing is continued for at least 3 minutes. The second element relates to the nature of the slurry, a combination of water and solids. If the investment is poured too soon the solids will settle out. When this occurs serious surface defects will be encountered. The optimum properties will be achieved when the material is thoroughly mixed and the pouring of the investment is done as close to the gloss off time as practical.
It should be noted that the gloss off time in investments with other chemical bases (such as phosphate investment) are more difficult to measure. In these cases you must rely on the manufacturer's directions. Other investment systems may also be more sensitive to ambient conditions and/or exposure to moisture in the air. Calcium sulphate investment is more forgiving than most other available materials.
Four Key Operations of the Investment Process
Four key operations must be accomplished during the investment process and they must be integrated into an appropriate time schedule. They are: Mixing, Initial Vacuum, Pouring, Second Vacuum.
Mixing
A minimum mixing time of 3 minutes is required to develop the optimum physical properties of the investment. Shorter times may cause decreases in physical strength and attendant surface defects, break-out or webbing (see section on defects at end of article). Mixing may be performed with a spatulator, commercial mixer or by hand. An ordinary kitchen whisk works well for hand mixing.
Initial Vacuum
Although spatulation and vibration may be used to replace the vacuum, the vacuum cycle is preferred. Depending on the size and capacity of your equipment, the vacuum cycle requires about 60 seconds. Roughly 45 to 50 seconds are required to fully evacuate the chamber. At this point the investment will rise significantly. About 4 to 5 seconds after the rise, the investment will collapse and the character of the bubbling will change. About 10 additional seconds of vacuuming should be applied. Over-vacuuming may cause very small spherical nodules to form on the casting. No additional benefit is achieved by continuing to vacuum more than 10 seconds after the collapse.
Pouring
Pouring a group of flasks usually requires about 60 seconds. Some shops pour in two steps. First a partial fill, and, second, a top off after vacuuming. This allows the investment to rise in the flask without overflowing. In my experience, topping off is probably not the best procedure. It extends the cycle and sometimes comes too late. The head space at the end of the flask may not be sufficient for investment rise, even when the investment barely covers the model. The use of a rubber or masking tape collar is preferred.
Second Vacuum
The second vacuuming step requires an additional 60 seconds. You will note that the rise of the investment on the second vacuum cycle will be much less than the rise during the first vacuuming.
If you add up the times involved, you will find that some excess time is available.
| Mixing | 3 minutes | |
| Initial Vacuum | 1 minute | |
| Pouring | 1 minute | |
| Second Vacuum | 1 minute | |
| Total time | 6 minutes |
Since a typical work time is in the range of 9 minutes there are several uses for this extra time. You may set the investment aside during this period. If you allow the investment to stand it will be necessary to mix it briefly before pouring since the ingredients will tend to separate. Alternately, you may continue to mix the investment until you have consumed the available time. In the case of power mixing in industrial processes, this is the common procedure. Extended mixing times (within the work time) do not materially affect investment characteristics. In rare cases, it may still be useful to paint the investment onto the surface of the model. This should only be considered when there are very deep, sharp recesses in the surface texture or when no vacuum is available. Some literature suggests that the model should be painted with investment (sometimes thinned investment) and then sprinkled with dry investment powder before the procedure continues. There is little reason to use this technique with contemporary materials and processes.
The extra time allows for other adjustments to the cycle. For example, the investment can be mixed with heated water to shorten the work time in high-volume production. Other modifications can also be made if they are applied consistently and if they do not interfere with the basic working properties of the materials. By applying the gloss off time to your own requirements an individualized investment cycle can be developed.
The investment process cannot be treated as an independent operation. The design of the model, spruing, pre-treatment of the model surface, post-treatment after setting and burnout may have a dramatic influence on the result. Some other specifics are important. Surfactants or wetting agents improve the contact between the investment and the waxy surface. Commercial materials are available in two basic types. Those which are formulated for use with vacuum systems and those for use with non-vacuum systems. There is another factor which is beginning to influence surfactant application. Many casters attempt to improve their results by adding additional wetting agents to the investment. A combination of too many wetting agents will actually be less effective. As time goes on it is likely that there will be more wetting agents incorporated in the investment material and less emphasis on treating the model. If you wish to add surfactants to the investment, experiment carefully. Another factor may cause problems. Waxes cast in silicone rubber molds are very hydrophobic and are more subject to defects caused by poor wetting.
The reaction between the gypsum and water continues for an extended period of time alter setting. During this period the investment continues to cure and gain strength. Introduction of the flask into the furnace stops the reaction. If heating is started too soon it will result in a significantly weaker mold. Small flasks should cure for at least 2 hours and a cure time of 4 to 6 hours should be used for larger flasks. After the reaction is complete, any excess moisture will evaporate. There is no inherent problem with room-temperature storage of the flask for an extended period of time. However, the flask should be remoistened for 1 to 2 minutes before burnout. The sprue former should be removed prior to rewetting so that the water will flush away any particles of investment that break loose when the sprue former is removed.
The basic objective of the burnout cycle is to remove the model from the cavity and then eliminate any carbon residue from the pores of the investment. The second objective is to bring the flask to temperature without undue stress. This means a slow temperature rise. Since the investment is an insulating material, the rate of rise must be controlled. One problem with the fiber insulated furnaces is the fact that they have a very high rate of temperature rise. They must be monitored carefully to avoid cracking the investment. The calcium sulphate begins to break down at about 1350°F/730°C. This breakdown may degrade the surface of the mold cavity and/or release decomposition products. These products contain sulfur which reacts with the alloys present.
If a brief pickling does not remove the discoloration, acid treatment or abrasion may be required. Since the torch flame may play into the sprue opening, this effect is sometimes localized in the sprues or sections of the work directly adjacent to the sprues.
Most metalworkers recognize the inherent dangers of molten metal and a spinning casting arm. However, there are some less obvious dangers in the process. A 10-inch bell jar has a surface area of approximately 1,000 square inches. This means that when it is evacuated there is a total pressure of over 14,000 pounds on its surface. An implosion caused by a defective or damaged bell jar can be very dangerous. The typical investment materials contain as much as 80% silica. Long-term inhalation of the dust can lead to a lung disease known as silicosis. Good hygiene is very important Keep your work area clean. If you are working in a casting shop or involved with handling of bulk investment you should wear a suitable dust mask.
In my opinion, asbestos is the most serious health threat in the casting operation. Most of the references to asbestos for flask or crucible liners were written before this hazard was fully understood. I would strongly recommend that you do not use any asbestos in your shop. The use of asbestos as a flask liner was often associated with early dental investments, which had a high setting expansion. No liner is necessary for most contemporary jewelry investment. If you feel that a liner is necessary, Kerr Manufacturing and others offer asbestos substitutes. The use of asbestos crucible liners was recommended to promote metal purity and preserve the crucible. Proper fluxing of the crucible is sufficient. However, you may experience flux buildup to the point where flux is carried into the mold cavity. This generally causes small, bright crystalline porosity on the casting surface. Proper sprue arrangement will generally minimize or eliminate this problem.
Before presenting specific troubleshooting suggestions, I will list some fundamental rules that you should always follow:
When in doubt, read and follow directions.
- If you have no better information, follow the manufacturer's instructions faithfully.
- Weigh and measure the ingredients carefully.
- Develop an investing cycle which takes advantage of the full working time of the investment.
- No matter what cycle or process you select be consistent.
Casting Considerations
Many casting defects may be caused by more than one problem. The preparation of the model, the use and application of the investment, burnout, metal alloy and melting all can have an impact on quality. However, to the extent that the investment relates to the visible defects in the casting the following should be considered:
Channeling
The channeling (watermarks) defect, illustrated in Figure 5, can be caused by too much water in the investment, pouring too early in the investment cycle or excess vibration during handling. Pattern size, shape and orientation in the flask may also contribute.
Fins
Finning or webbing can be caused by several factors. Improper investment proportions, rapid temperature rise in the burnout oven and/or cycling the mold below the cristobalite inversion point all tend to cause webbing. Placing the flask in the oven too soon or abusive handling may also cause fins.
Gross Nodules
Large, irregularly shaped nodules on the casting usually means you have waited too long in the investment cycle to pour the material. The investment viscosity is so high that significant amounts of air are trapped, forming large cavities.
Spherical Nodules
The majority of spherical nodules are caused by incomplete air removal from the investment (see Figure 6). The solution is proper vacuuming and/or spatulation and vibration during the investment process. Very small nodules may occur if the material is vacuumed for too long. Failure to use an appropriate wetting agent may also be the problem. If your equipment lacks a reliable vacuum gauge, you may check the vacuum level by placing a tumbler of room temperature water in the chamber. It should come to a boil about 1 to 1½ minutes after the vacuum pump is started.
Poor Surface Texture
Poor surface texture can be caused by a wide range of factors. The excessive use of wetting agents (they should be allowed to dry), improper burnout cycle, excessive water in the investment or reactions between the model material and the investment may degrade the surface. This last problem usually occurs with certain kinds of plastics. Natural organic materials cause poor surface texture if they absorb water. Improper model design, spruing, short cure time and rapid temperature rise all may cause surface defects.
Surface Discoloration
Overheating the investment will free sulfur compounds which react with the metal surface and may be very difficult to remove. Overheating also contributes to poor texture.
The quality of an investment casting is influenced by every step, from the original design sketch to final buffing. In the case of production items cast from injected waxes, a modest level of reject castings is not a serious problem. However, failures are extremely frustrating if you produce one-of-a-kind objects. In this case, all of the labor invested in model construction is lost if a casting fails. A clear understanding of investment properties and application can significantly decrease the risk of casting failure. Extra care will produce results that more than justify the extra effort.
Note
I would like to thank the Kerr Manufacturing Company for the help and advice provided in the preparation of this article.
Richard D. Austin is a chemical engineering by training and has been a consultant to the jewelry manufacturing industry. He is also a technical writer and a practicing goldsmith.
Related Articles

Causes & Prevention of Defects in Wrought Alloys

Retracing Steps to Solve Casting Problems

Identifying and Preventing Wax Defects

Overcoming Lightweight Casting Challenges





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
