
Tips for Casting Palladium
Some manufacturers jumped at the chance to work with palladium a few years ago, when it made its way into the jewelry industry spotlight. A cousin of platinum, palladium's color and pedigree won the hearts of casters who were willing to give it a chance. Today, it's making inroads as a bridal metal, with some manufacturers turning to it as a pure white alternative to white gold. If you are considering adding palladium to your repertoire, ensure success from the start by following these casting tips from industry experts.
4 Minute Read
Some manufacturers jumped at the chance to work with palladium a few years ago, when it made its way into the jewelry industry spotlight. A cousin of platinum, palladium's color and pedigree won the hearts of casters who were willing to give it a chance. Today, it's making inroads as a bridal metal, with some manufacturers turning to it as a pure white alternative to white gold.
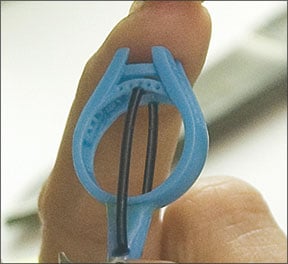
Photo Courtesy of Unique Settings of New York.
A platinum family metal, palladium shares many traits with its kin. It's very soft in its unalloyed state, with a hardness of about 80 Vickers. Metal suppliers blend it with silver, ruthenium, gallium, and other elements to bring its hardness up to a practical, workable state. Its melting temperature, which is in the 2,450°F to 2,800°F (1,343°C to 1,538°C) range, depending on the alloy, is close to platinum's, and both metals have very similar flow characteristics in that they freeze quickly.
Where palladium differs a bit from platinum is in its lighter weight. In general, palladium alloys have densities of around 12 grams per cubic centimeter, or roughly 60 percent that of platinum and close to the weight of sterling silver. This allows manufacturers to cast larger pieces, such as pendants and earrings, without worrying about them being too heavy or cost-prohibitive. "If you do a part-by-part comparison based on intrinsic value, 950 palladium is still less expensive than 14k white gold, even at today's elevated spot prices," says Linus Drogs of Au Enterprises in Berkley, Michigan, who is the casting and manufacturing consultant for Palladium Alliance International.
If you are considering adding palladium to your repertoire, ensure success from the start by following these casting tips from industry experts.
Go heavy on the sprues.
Regardless of which 950 palladium alloy you use, you should always go heavy on the sprues to reduce the risk of shrinkage porosity and prevent no-fills. "It should be double or triple the number of sprues that you ordinarily use for other metals," says Teresa Fryé of TechForm Casting in Portland, Oregon. "Palladium de-gases as it cools, and the gas needs somewhere to escape, hence the extra sprues. Thick areas should always be sprued, but the location of other sprues is design-dependent. Every design is a new engineering task."
In the design shown here from Unique Settings of New York in Long Island City, New York, casting trials with a sole 3 mm round sprue resulted in fill problems. At first, the casting team tried widening the main sprue to 5 mm in diameter and flaring the ends, which helped to fill the thick upper shank, but the thin bridge that runs under the center stone still wasn't filling completely. To resolve this, they added two 1.8 mm feed sprues that run from the main sprue to the thick bridge portion of the shank. The added sprues assisted in quickly feeding the thin bridge, resulting in a perfect casting.
Stay in control.
To obtain the highest quality results when casting palladium, you'll need a highly controlled casting process. The best way to ensure success is by melting under argon gas in an induction machine. But the specifics of the casting process vary, depending on whom you ask.
To decrease the potential for cracking, some suppliers, such as Johnson Matthey NY in New York City and Precious Metals West/Fine Gold in Los Angeles, recommend partial vacuum and backfilling with argon. Vacuuming the chamber removes the hydrogen and oxygen, reducing gas porosity. However, this practice can increase the risk of reaction between the investment and the molten palladium, which can lead to silicon contamination that shows up as cracks and hot tears in your castings. Using a partial vacuum significantly lowers the risk of defects.
Combining vacuum and argon isn't the only path to success. Legor, which is based in Bressanvido, Italy, reports seeing consistently good quality using argon cover gas only, but the supplier does admit that improved quality (less gas porosity) is obtained with vacuum and backfill. They advise never vacuuming on the melt and completing the backfill with argon prior to heating.
It is also possible to obtain good results without vacuum using a centrifugal casting machine with argon cover gas. As with the other suggested methods, the key is process control and consistency.
Keep it clean.
When re-casting palladium, most suppliers recommend the standard minimum of 50 percent new metal. But you've got to make sure that recycled metal is very clean and free of any investment or other foreign materials. Johnson Matthey recommends cleaning scrap with high pressure water or bead blasting until there is no sign of investment material. You can then melt the scrap in an induction furnace using the same atmosphere and temperature control required when casting. Any trapped investment will rise to the top of the melt, and you can clean it off after the metal cools.
Talk to your supplier.
For some steps in the casting process, there just aren't any hard-and-fast rules that hold true for all palladium alloys. Take quenching, for example. Opinions are mixed as to whether you should cool a palladium flask prior to quenching or quench immediately after casting. For such questions, it's best to consult your supplier to get specific instructions for the particular alloy you are using. Your supplier has no doubt conducted numerous trials and can answer most any question you have about the casting process.
![]()
In association with
![]()
The award-winning Journal is published monthly by MJSA, the trade association for professional jewelry makers, designers, and related suppliers. It offers design ideas, fabrication and production techniques, bench tips, business and marketing insights, and trend and technology updates—the information crucial for business success. “More than other publications, MJSA Journal is oriented toward people like me: those trying to earn a living by designing and making jewelry,” says Jim Binnion of James Binnion Metal Arts.
Click here to read our latest articles
Click here to get a FREE four-month trial subscription.
Related Articles

950 Palladium: Gemstone Setting

950 Palladium Bridal Jewelry Manufacturing

950 Palladium: Casting Procedures

950 Palladium: Unique Manufacturing Process





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

