
950 Palladium: Casting Procedures
With the jewelry industrys acceptance and increased use of new 950 palladium alloys for jewelry design and manufacturing, its fundamental to have a general understanding of related casting procedures. In this installment of the 950 palladium jewelry manufacturing series of articles, Teresa Frye, president of TechForm Advanced Casting Technology shares an overview of her companys 950 palladium casting procedures and gives insight into the scientific approach they have undertaken to improve results.
6 Minute Read
With the jewelry industry's acceptance and increased use of new 950 palladium alloys for jewelry design and manufacturing, it's fundamental to have a general understanding of related casting procedures.
 In this installment of the 950 palladium jewelry manufacturing series of articles, Teresa Frye', president of TechForm Advanced Casting Technology shares an overview of her company's 950 palladium casting procedures and gives insight into the scientific approach they have undertaken to improve results.
In this installment of the 950 palladium jewelry manufacturing series of articles, Teresa Frye', president of TechForm Advanced Casting Technology shares an overview of her company's 950 palladium casting procedures and gives insight into the scientific approach they have undertaken to improve results.
TechForm has been casting platinum, palladium and stainless steel for 12 years for the jewelry, medical and aerospace industries. They recently shifted their focus to casting for the jewelry industry.
Photo by Sarah Loveland.
Design and Model Tips
 | Proper design for 950 palladium pieces can help eliminate casting problems, defects and no-fill issues. To maximize the results and to minimize defects or incomplete castings, Frye' offers these tips:
|
 | Models for casting 950 palladium can be made from injection wax, carving wax (the featured piece was provided to TechForm as a carving wax model), or most rapid prototype output from CAD/CAM procedures. As with platinum, some designs produced with photopolymer models can expand and crack the shell and investment mold during burnout. Jewelry Design by Mann Design Group |
Gates and the Investment Procedure
 | Here Kevin Mueller, a TechForm technician is preparing some injection wax models for casting in palladium by building up the gates. Ideally, the diameter of the gate should be slightly larger than the cross section of the largest portion of the item being cast to eliminate shrinkage porosity. Placement of the gate should be directly on the heaviest section, Frye' suggests, "To better control the outcome, TechForm prefers to engineer each gating system by the piece". |
 | The next step in the process is to build a tree with multiple pieces. One at a time, pieces are strategically attached to the tree system. Because 950 palladium is lighter by volume as compared to platinum, more pieces can be attached without causing damage to the investment mold during the casting process. (The lower density reduces the force with which the metal enters the mold.)With the tree built, the next step is to apply a ceramic shell coating. This image shows the ceramic shell over a wax model that's attached to a tree for casting. Several layers of the shell material are built up through a dipping process prior to investing. A phosphate-based investment is used for palladium and platinum casting, different from the gypsum-based investment used when casting karat gold and sterling. Investing is completed in a room with a highly controlled environment. The humidity is kept at an even level and the temperature of the deionized water used to mix the investment is monitored. After mixing, the investment is poured over the top of the shell-coated tree and into the flask. Invested flasks stand for 3 hours prior to being placed in the oven for the burnout process. |
Casting
 | Programmable electric ovens are used at TechForm for the burnout process prior to casting. TechForm uses 2 high frequency induction centrifugal casting machines for their palladium, platinum and steel casting process. The machines have pre-programmed power controls for each alloy they cast. Power is reduced as pre-programmed settings are reached to avoid overheating (which can cause brittleness in palladium). High temperature ceramic crucibles are used for melting palladium and preheated in the oven prior to the first casting of the day. The crucibles are coated with zirconium oxide in order to prevent reactions between the molten palladium and the crucible as well as to extend crucible life. In this image, Janice Johnson, a TechForm casting and processing technician vacuums investment that may have become loose or dislodged during the burnout process prior to placing the flask in the cradle.
| ||||||||||||
 | The burned out flask is then placed in the casting chamber and the process begins. The metal, Hoover & Strong's 950 TruPd alloy, is melted by energy from the high frequency induction coil. An optical pyrometer reads the temperature of the 950 palladium as Johnson watches and makes fine adjustments to the melting process as needed. Once the metal has reached its desired pour temperature, it's ready to cast. | ||||||||||||
 | Casting at TechForm is synchronized for optimal results. Both Mueller and Johnson count down as one controls the machine and the other checks the pyrometer and opens the kiln. Here are the general parameters that Hoover & Strong recommends for casting their 950 TruPd alloy:
| ||||||||||||
 | This image shows a just-cast flask removed from the casting machine. It's placed on fire brick to cool while additional flasks are cast. The flasks are cooled to room temperature. After cooling, the palladium trees are de-invested using water blast followed by hydrofluoric acid. |
Inspection and Quality Control
 | After the castings have been thoroughly cleaned, TechForm team members perform a variety of inspections. The inspection process begins with a loupe. Here Frye' is looking for defects that may include cracking, porosity or no-fill. TechForm places a tab at the end of every tree arrangement. The tab is for ductility (stress) testing and is bent back and forth to test the resulting as-cast condition of the metal. Results are strictly recorded as are all key steps in each casting process, for purposes of research and accountability. |
 | TechForm will periodically use an ultraviolet light and a chemical solution to inspect cast pieces for imperfections. The piece is submerged in the solution and then placed under the light in a dark environment. In this image, the process reveals a small void in the surface of a ring (arrow) which fluoresces a yellow-green color. This process is highly sensitive and can detect very small defects not visible to the naked eye in natural light. |
Finishing and Preparation
 | When voids are located, TechForm uses an in-house laser welder with 30 gauge round 950 TruPd palladium wire to fill the voided areas. |
 | After all quality inspections have been completed, the palladium pieces are processed for customer delivery. Kathleen Sullivan begins by removing the gates and little or no evidence of their placement is visible when she's completed the process. This is an advantage to the customer because TechForm charges for their casting service based upon labor and the final weight that's shipped out. Customers receiving their cast products from TechFrom encounter little or no waste due to gate removal. Photo by Sarah Loveland |
Production Meeting
 | At TechForm, there is a production meeting each morning where Frye' and her staff discuss previous day's cast results and whether any corrective action is needed. In addition, the upcoming casting for the day is reviewed and team members collaborate about the details. |
Outside Inspections
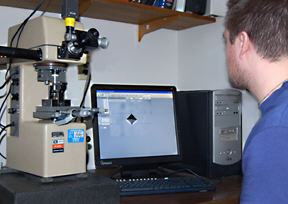 | TechForm is located in a hub of world class casting companies serving a wide variety of industries. This location gives TechForm immediate access to casting consultation and testing facilities. Because hardness is a key indicator for wear resistance, Frye' wanted an expert determination for her cast palladium sample. Here, a technician at Koon-Hall-Adrian Metallurgical uses high tech equipment and ConfiDent hardness testing software to gauge the as-cast Vickers hardness of a palladium alloy. The sample was mounted in a test block, polished perfectly flat, tested in 5 areas (recorded as planar readings in microns) and then analyzed by a technician. Test blocks are traceable with serial numbers to ensure clients of the reliability of their findings. Frye' uses a range of testing services, including X-rays of cast pieces, to verify fixed production processes as well as a tool for her research of palladium alloys. |
Summary
Platinum and palladium casters agree that palladium has unique casting characteristics that differ from its sister metal platinum. TechForm has been leading the way in research and development of cast palladium jewelry products. TechForm is currently testing several new alloys recently introduced to the market for as-cast Vickers hardness, casting fluidity, metal working and polishing characteristics. Watch this series of articles for the latest palladium manufacturing updates.
Related Articles

950 Palladium: Custom Made Components

950 Palladium: Setting Fabrication

Combining Yellow Gold and Palladium

950 Palladium: Manufacturing Methods





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
