
Pulse-Arc-Welder: Sterling Silver Bracelet
To demonstrate how pulse-arc welding performs on sterling silver, this bracelet was cast, finished and assembled without the use of a torch. The six links immediately adjacent to the clasp on the bracelet are made with a common sterling silver alloy and the other five are made using the new sterling silver alloy developed by Marc Robinson of ABI Precious Metals that contains platinum. This article highlights pulse-arc-welding techniques used for making this sterling silver bracelet.
2 Minute Read
This article highlights pulse-arc-welding techniques used for making this sterling silver bracelet.
To demonstrate how pulse-arc welding performs on sterling silver, this bracelet was cast, finished and assembled without the use of a torch. The six links immediately adjacent to the clasp on the bracelet are made with a common sterling silver alloy and the other five are made using the new sterling silver alloy developed by Marc Robinson of ABI Precious Metals that contains platinum.

 | The link on the left is made from a common sterling alloy and the link on the right is made from sterling silver with platinum. There are three alloy mixtures available for sterling with platinum and the mixture containing 3.5% platinum was used. The links were cast and pre-finished. |
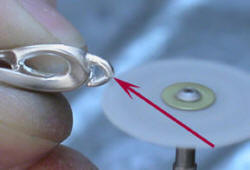 | To prepare for the joining and welding, each end portion of the joining link was sanded flat. For an "aid" to the welding procedure, the flashes of metal (red arrow) were not removed from each side of the link that was created by the sanding procedure. |
 | To assist the welding process, the flashes of metal, five sets of two links were permanently joined using the ABI Pulse Arc Welder. Because the links are sterling silver, the two link combinations required less energy from the welder to complete than entire bracelet was assembled - one link at a time. For the double link combinations, the pulse-arc-welder was set to 40 volts on the high energy setting. The # 3 tip was used. There are 5 different sizes of welding tips that come with the ABI Pulse Arc Welder. They start at No. 0 and go up to No. 4 so No. 3 is the second largest tip. |
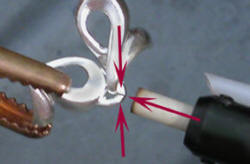 | Because sterling silver is a good conductor, the two link combinations required less energy from the welder to complete each joint. A pulse of energy at the top portion of the link was used to begin the welding process. The electrode was recessed in the ceramic collar about 1.5 millimeters. A pulse of energy was used at each side of the link. Next the top of the tip was angled and a pulse of energy directed toward the bottom of the link. This procedure caused little deformation and only minor surface discoloration that was removed by pickling and ultrasonic cleaning. |
 | This image shows the completed joint. The flashes of metal described in step 3 provided a little extra metal to melt onto the surface to minimize the potential deformation of individual links. |
 | After the double link combinations were completed, they were jointed and welded. Sterling silver is highly conductive so with all the links joined, the power setting was increased on the ABI Pulse Arc Welder to 50 volts. |
 | There was very little difference when welding the common sterling silver alloy and platinum sterling silver alloy links so no equipment settings or changes were required changing. This image shows a close up of platinum sterling silver links. |
 | The clasp was joined to the bracelet with a sterling silver jump ring and then it was welded. Because a torch wasn't used on the piece, there was no oxidation or fire scale. This process was as or more efficient than using a laser welder since no procedures to reduce reflectivity or filler material was required. |
Important:
Tack-, fusion- and pulse-arc equipment settings will differ and are based upon the volume, amount of contact and alloy of the material you are working with. Practicing using like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
Related Articles
Platinum Consideration Factors

Pulse-Arc-Welder: Box Clasp Tongue Repair
Producing Semi-Fabricated Platinum Products

950 Palladium: Fabricating Custom Earrings





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
