
Pulse-Arc-Welder: Creating Jewelry
For this project, the No. 1 tip was used with the ABI Pulse Arc Welder. Five tips come with the unit giving the user multiple choices for the wide variety of welding applications commonly encountered by bench jeweler generalists. Periodically, the electrode and ceramic collar need reshaping.
2 Minute Read
This article shows how to create jewelry, especially multiple gemstone earrings, using pulse-arc-welder or pulse-arc welding technology.
These earrings will be assembled from findings featured in the new Stuller Findings Book, Volume 47. These parts can be found in a variety of outside shapes for various size gemstones starting on page 373.

 | The findings are cast with jump rings in alternating directions. The three connecting jump rings are cut at the top central portion. |
 | To saw the jump ring, an 8/0 saw blade was used. The metal flashing was left at the joints that was created when sawing. |
 | Next the parts are assemble using chain nose pliers. |
 | For this project, the No. 1 tip was used with the ABI Pulse Arc Welder. Five tips come with the unit giving the user multiple choices for the wide variety of welding applications commonly encountered by bench jeweler generalists. Periodically, the electrode and ceramic collar need reshaping. Here a diamond wheel is used to reshape the electrode. |
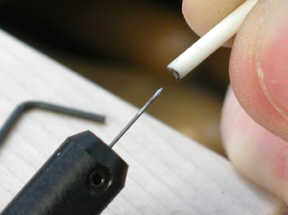 | After the reshaping is done, the welding pencil is reassembled by placing the ceramic collar over the electrode. |
 | After inserting the ceramic collar, the assembly is tightened with an Allen wrench. For this welding application, the electrode is recessed about half a millimeter below the surface of the ceramic collar. |
 | The reassembled welding tip is screwed back into the welding pencil. |
 | With the alligator clip lead plugged into the negative terminal and the welding pencil attached to the positive terminal, the jump rings are permanently. The small flashing of metal provided enough excess to fill the joints. The ABI Pulse Arc Welder was set on the medium energy setting and at 35 volts. The tip of the weld pencil is held about one millimeter from the joint. Three to four pulses of energy were used to complete each joint. When finished, the wires were smooth, even and completely joined. |
 | When pulse-arc-welding the joints, three pulses of energy were used; one at the top of the joint and one on each side of the joint. Using this process, the wire in each jump ring was welded without it loosing its shape. The process took minutes to complete and did not require the clean up that would have been necessary from using a torch. |
Important:
Tack-, fusion- and pulse-arc equipment settings will differ and are based upon the volume, amount of contact and alloy of the material you are working with. Practicing using like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
Related Articles

Art and Technics: Supplies and Materials

Production Jewelers: Design & Industrial Techniques

John Prip/Jack Prip: Arrangements of Changeable Form

Zoe Zong – Sky Is the Limit





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
