
Polishing Compounds
10 Minute Read
I believe polishing compounds are perhaps one of the most misused tools in the modern jewelry shop. Most jewelers are pretty vague as to exactly what each type of compound actually is and how they work. Truly effective polishing requires an understanding of how these materials work and don't work together.
Straight Answers to a Compound Issue
There are two main divisions of compounds. Each division has in turn two categories, creating a total of four categories of compounds.
The first division is cutting compounds such as tripoli and the second is coloring compounds such as rouge. Within these two divisions are two categories for each type of compound: 'wet' and 'dry'. The wet compounds use a grease base to hold the grit and the dry compounds use a soap base. Most cutting and a few coloring compounds are known as two stage compounds. It's hard to imagine how a dumb piece of grease and dirt can have a two-stage action, but it works like this.
Stage One
In all metal working techniques, the physical properties of the metal are exploited to create the desired result. In this case, the property we are exploiting is ductility, or the ability of most metals to be to be drawn or squeezed.
Cutting compounds are usually made of crushed quartz in one form or another. These powders are mechanically crushed and the particles are left with sharp edges.
Imagine a sharp edged freshly cracked piece of rock tied to a string. Now imagine the string is whirling about your head as fast as you can swing it. As you swing it into a sheet of metal, the sharp edges chop a bit of metal off and chips of metal fly off the surface. It leaves a gouge in the metalthe size of the contact.
Stage Two
At the time this is happening, the impact of each hit dulls the edge of the rock. After about twenty hits, the rock has become quite round. All sharp edges have been knocked off. Now as the rock hits the surface, instead of removing metal, it starts to burnish, or rub, the metal surface. Only a small amount of metal is removed.
Burnishing (rubbing) with a harder shiny piece of metal or stone is probably one of the oldest polishing techniques. On a microscopic level, this is what happens in a cutting compound.
Removal of metal by a compound or tool is called 'attrition'. The time that a piece of work is in contact with the wheel is called 'dwell time'. The goal of good polishing is to minimize the dwell time. The way to do that is to understand your tool kit and use it intelligently.
You can actually see this attrition process in action by taking a small grinding stone (the fine pink ones) and put- ting it in your flex shaft. Before you touch the stone to the piece of metal, dip the stone into some beeswax. Then grind a piece of gold.
You will see the stone pick up gold particles in the wax. The wax will melt and make a slurry on the surface of the stone and really start to cut fast into the gold. After the stone picks up gold into the wax the stone itselfwill not be touched. The gold is cut by gold particles in the wax layer and burnishes at the same time. This shows the power of burnishing graphically. The surface a waxed stone creates on a piece can usually go right to tripoli with no further smoothing.
The same process happens on the buff, but not as dramatically, because the particles are smaller and not as firmly supported. The grease or soap binder tends to pick up particles of the metal being polished and hold them, using the metal itself to finish the burnishing just as we saw in stage 2 on the waxed stone.
To do more cutting you must frequently recharge the buff because metal is not removed after the first 40 seconds or so and the phase one (attrition) stage stops as the burnishing stage begins.
The first choice we face is to pick a dry or wet com- pound.
Wet compounds are tripoli and some bobbing com- pounds. They have a combination of ground quartz and some metal oxides such as yellow ochre or burnt umber (toasted ochre). Oxides of a metal are very hard and brittle' The substances used are usually tin or iron. Cesium ox- ide, which is used for stone polishing, is a good example of how hard these metallic oxide compounds can be.
The advantage of the wet (greasy) compound is that they cut quickly; they are most useful in cleaning castings where they have been left a bit rough. The down side is they make a lot of heat andthe work gets covered in grease that needs to be removed with an ultrasonic cleaner or it will carry grit to the next buff. When this happens you will see draglines in corners ofthe work being buffed. This happens when cutting compounds on the strings are directed into the "V" shape or corner and the cutting action is doubled in that spot. The cleaning process wastes a lot of time, as you really should clean your hands as well as the work between steps. In addition, the grease compounds destroy the efficacy of the bcr solution really quickly, requiring it to be changed more often.
The dry compounds (my preferred choice) have a coarse soap base. They are white diamond, white diamond xxx,
Gray star, and gray 400 platinum compounds. These have the advantage of cutting fast.
Since they don't clog the buff, the dry compounds are generally easier on sharp corners and edges than wet com- pounds. (Wet compounds will kill a straight line quickly and remove detail from patterns in seconds.) Triple x is the fastest and sharpest ofthe group but it really cuts 18 kt. quickly, so check the work every few seconds or you can lose the entire shank.
As the compounds are bound in primitive soap, they clean almost immediately in the ultrasonic and do not kill the action of the bcr. The work is usually clean enough to continue after 50 seconds or so (compared to 5 to l0 minutes for grease compounds).

In many shops you will see a buffthat has an almost lap like surface. The strings ofthe cloth are all stuck together, and the surface is dark gray and oily. This buff is called a glazed buff and is made by mixing the wet and dry com- pounds together (mix soap and grease and heat and the resulting mud is what you see on the edge of the buff). These buffs cannot flex and are essentially inaccurate laps at this point. They have little practical use in a fine finishing operation and do more damage than good. They are the prime cause of un-even, over polished shanks. It is just as important to have a separate buff for wet (grease) and dry (soap) cutting com- pounds, as it is to keep cutting and coloring compounds from contaminating each other.
Coloring compounds are the last step in the buffing process as generally they do little or no cutting of material. Typically the work done by these compounds is completed in seconds. If you spend too much time trying to get a scratch out with rouge, you will simply burnish the surface until it gets wavy.
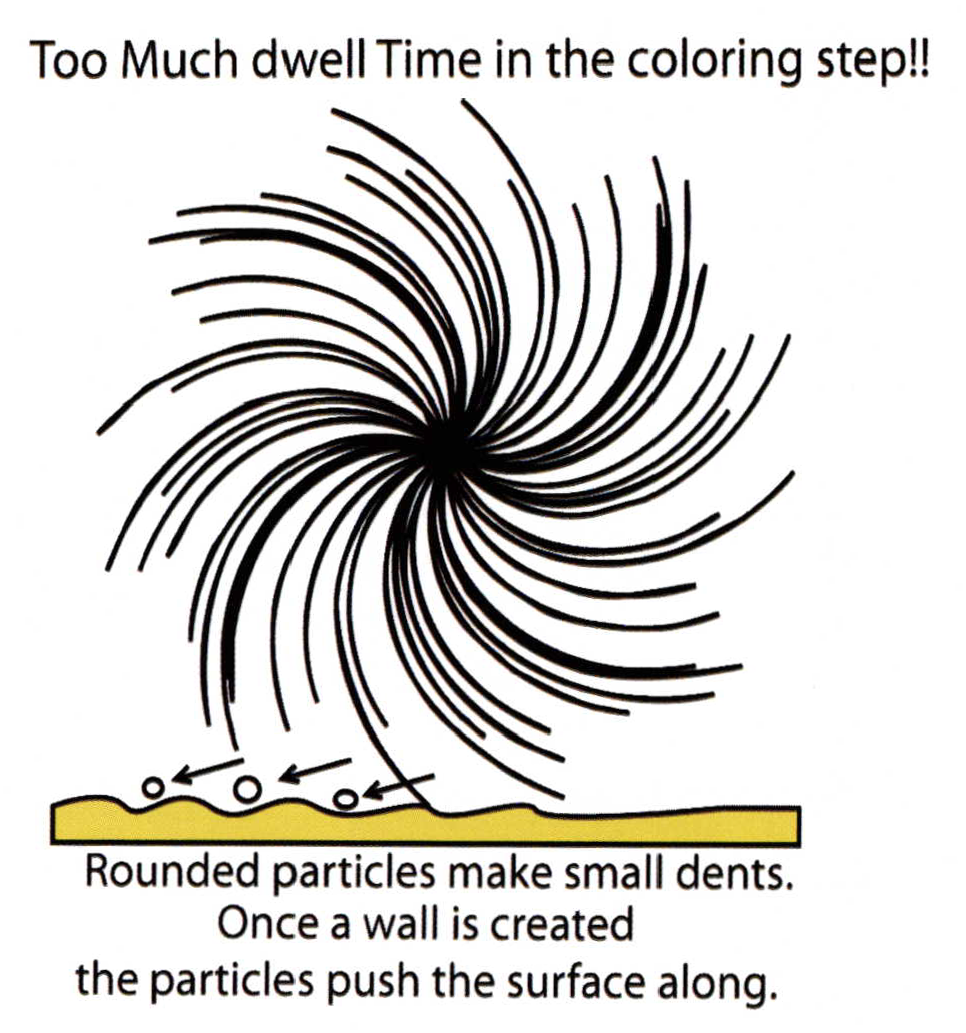
This phenomenon is most often observed with platinum. The plastic properties of this metal are so great that compounds (cutting or coloring) have a hard time removing material at all. It is possible to actually make the surface flow along the direction of polish.
This can be clearly seen if you push hard on a platinum surface too long. Dull round particles in the buffpush the metal along the surface until a small hill is formed. The hills begin to build up until they look (under 10 x magnification) like a miniature version of a shallow ocean bottom with the waves of sand echoing the shape of the rippling water. If compounds designed for gold are used on platinum, the dwell times with these compounds are just too long for effective polishing. You will be polishing for 45 minutes and the surface will look worse and worse.
To avoid this you must spend as little time in the final polish as possible and frequently change the direction of the polish. In addition, for the best results you must use platinum compounds on platinum.
Another point worth mentioning is that you must use the largest buffyou can. This increases the feet per second (buffsurface speed) and increases the action ofthese compounds. The platinum compounds especially will not work well if the speed of the wheel is too slow.
Another common problem with rouge is 'rouge burn'. Pushing hard on the rouge will actually burnish the iron oxide it is made of into the surface (seen most often in silver). This coating looks a lot like fire scale. It starts as a dark stain on the surface. Pushing with more rouge just makes it worse.

The one exception in this class of compounds is Zam. Composed of finely divided crocus it has a true 2-stage action. Being a dry compound it cleans up quickly and cuts fine scratches out for the first 20 seconds or so and then burnishes to a nice finish that is not 'black' like a rouge finish.
The benefit of this high but not black finish is that it does not show fine scratches that the ultrasonic or even the steamer will put in a rouge surface. The item stands up to 'case burn' from salesmen handling them much longer than a high black rouge finish.
Black rouge is not a metal oxide exactly, but is as close chemically as you could get. It uses an element exactly on the border of metal and non-metal. Black rouge is made of carbon black and is used to polish scientific mirrors. This is not what I'm referring to when I say 'black rouge finish'. A'black rouge finish'is the wet dark shine of a super high polish.
Lately a new class of compounds has appeared on the market made of a synthetic plastic base and really hard particles that behave like 'extra dry' compounds and are made for platinum exclusively. The cutting compound is called 400 Grey and there is an intermediate 600 white. For coloring, there is a Carrot and a Blue compound. Many tool suppliers sell a sampler kit that is well worth the price if you wish to try out the various possibilities.
After a buffis broken in with these compounds (it can take a week or so to do this) they work really great making platinum polishing go as easily as gold polishing. You have to give them a chance and some charge time to get the compound imbedded in the buff. In about a week your platinum polishing will start to fly.
Be religious about not allowing gold to touch them. Gold on a platinum buff will actually burn off the buff into the surface of the platinum. If you like your platinum to look yellow, get careless here. It is worth the effort and investment to maintain separate buffs and laps for each class of compound in each type of metal.
My personal work flow is generally the same for all types of finishing. For gold I polish with a stitched yellow or green 6 inch buff. I then lap if I need to. I prefer hard or rock hard laps, 4 inch or 5 inch to start (they get smaller fast enough). I then finish with Zam on an 8 inch unstitched white buffto take out lap lines and polish.
For platinum I use gray 400 on a green stitched buff and then white 1500 if I want a really nice job finishing with carrot or the new blue compound. Generally, I can go right from 400 to blue in most cases after the buffs break in (sometimes this takes a week or so). I hardly ever need to spend more than l5 or 20 minutes polishing a ring from start to finish.
The side benefit to the dry compounds is that they keep my shop much cleaner. You can vacuum them up. Wet compounds have to be wiped with a cleanser to get them offthe walls.
I hope that this bit of insight helps make your day go easier. I know that any one of these tips will make your work look better. It's a good thing to have a spectacular finish on all your projects. I usually hear "It did not look this good the day I bought it" from my customers. Hope- fully you will soon hear it as often as I do.
Related Articles

Vibratory Finishing Method

Testing the 3M FX Polishing Wheels

The Seven Korean Metalsmiths

Methods for Applying Patination Solutions





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
