
Moissanite Necklace Repair with Welding Technology
This necklace contains Charles ' Colvard created moissanite. It has been mistakenly pulled and a few links have broken. Repairing the links using pulse-arc-welding technology removes the potential to freeze links, reduces the build-up of oxidation and decreases time required for clean-up as opposed to using a torch for the repair.
2 Minute Read
This necklace contains Charles & Colvard created moissanite. It has been mistakenly pulled and a few links have broken. Repairing the links using pulse-arc-welding technology removes the potential to freeze links, reduces the build-up of oxidation and decreases time required for clean-up as opposed to using a torch for the repair.
Moissanite Necklace Repair Using Pulse-Arc Welding Technology | |
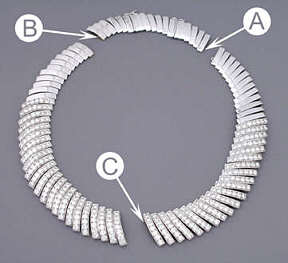 | The necklace is broken in three locations. The lower gallery wire was broken at location A and the joining link wires were broken at B & C. |
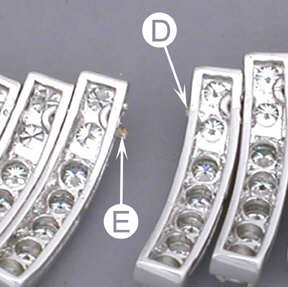 | Here's a closer look from the back side of the broken links. To prepare the links for reassembly, I used a small cylinder bur to remove the broken soldered wire joiner from each link (D & E). |
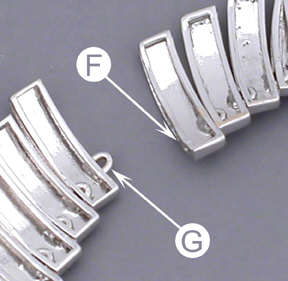 | To prepare this link for reassembly, I removed the "u" shaped wire by sawing then the cylinder bur to remove the remaining portion of the wire joiner (G). I cleaned out all traces of solder from the adjoining links used in the original assembly process. I used the ABI Pulse-arc-Welder to permanently rejoin the lower gallery wire to the base of the link. I set the welder on the high energy setting at 30 volts and used the #1 tip on the weld pencil. It took 3 pulses of energy to complete the weld joint. |
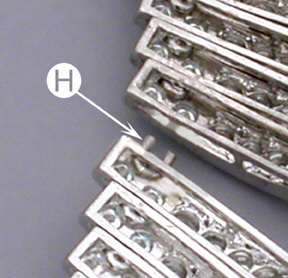 | To rejoin all broken links, I made new "u" shaped wire joiners from 14 karat white gold wire measuring 0.82 millimeters in diameter. After shaping them, I inserted each in one side of the adjoining broken links as shown in (H). |
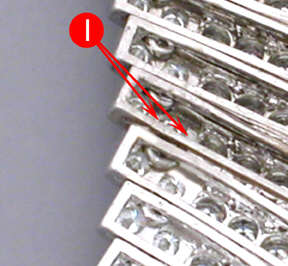 | Next, I placed the adjoining link in position (I) and held the two links firmly together. |
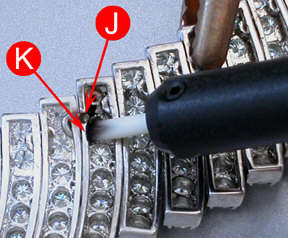 | I tacked the joining wire on one side (J) using the pulse-arc-welder on the high energy setting at 35 volts with the #1 tip. The weld pencil is always hooked to the positive terminal. I used the alligator clip lead to complete the electrical circuit and hooked it to one of the links and the negative terminal. After tacking the joining wire, I permanently joined the opposite side (K) using the same equipment settings. After using a few pulses of energy, I went back to the first joint (J) and hit it with a few pulses of energy for a permanent weld. After rejoining all links, I used Foredom ceramic rubberized abrasives to clean-up the joints and a bristle brush with Foredom's Platinum Blue polishing compound to polish. No torch work was required to complete the reconstruction. |
Important
Tack-, fusion- and pulse-arc equipment settings will differ and are based upon the volume, amount of contact and alloy of the material you are working with. Practicing using like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
Related Articles

Architectural Portraits of Vicki Ambery-Smith

De-oxidized Sterling Silver Alloys

Pulse-Arc-Welder: Pearl and Diamond Pendant

Design Layout Tip





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
