
Jewelry Repairs with ABI Mini Pulse Arc III
This article covers routine repair and assembly projects accomplished using Mini Pulse Arc III. Tack-, fusion- and pulse-arc equipment settings will differ and are based upon the volume, amount of contact and alloy of the material you are working with. Practicing using like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
1 Minute Read
This article covers routine repair and assembly projects accomplished using ABI's Mini Pulse Arc III.

This cast platinum setting has a significant and noticeable pit located on the under gallery wire as indicated by the arrow.
Jewelry Repairs with ABI Mini Pulse Arc III | |
 | A small ball bur is used to open and round the pit and then a small platinum bead is inserted into the rounded depression. |
 | After some experimenting with voltage and power level settings, 50 volts at power level 4 with the number 2 tip was used to melt the bead into the rounded depression. The contact pad was attached to the negative terminal and the weld pencil to the positive terminal. |
 | The electrode was recessed about 1 millimeter into the ceramic collar and the collar was held about 1/2 millimeters away from the bead. It took about 6 pulses of energy to complete the welding. |
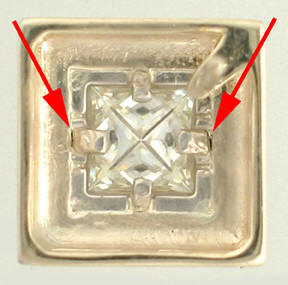 | These earrings have prongs for back setting gemstones. In the process of setting, two of the 4 prongs cracked. The cracked area is indicated by the arrows. |
 | The prongs were reattached using the ABI Mini Pulse III set on power level 5 and 45 volts. The tip was held of the welding pencil about 1/2 millimeters away from the cracked area. |
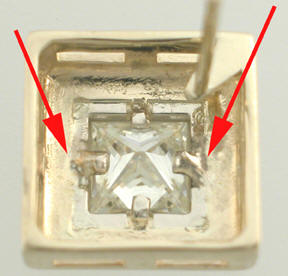 | The cracked prongs were repaired with little or no deformation of the prongs shape. |
 | To further test the parameters of the ABI Mini Pulse Arc III, 18 karat yellow gold Omega clips were selected for welding of the rivet wire. |
 | For this procedure, the #1 tip was used and a power level of 5 and 50 volts. The rivet wires formed a smooth nice weld. The welding process did not anneal or tarnish the findings during the procedure. |
Important:
Tack-, fusion- and pulse-arc equipment settings will differ and are based upon the volume, amount of contact and alloy of the material you are working with. Practicing using like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
Related Articles

5 German Jewelers Marketing Strategies

How to Make a Three Stone Dangle Pendant

950 Palladium: Selling Points

Megan Thorne on Lene Vibe’s Magical Jewelry





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
