
How to Make a Frame for Enamel Pieces
5 Minute Read
How to Make a Frame for Enamel Pieces
The instruction below is addressed to people who have little experience in metalworking. It is presented to you as simply as possible. Therefore, I ask a pardon of goldsmiths if some of the below information runs contrary to established techniques. Some knowledge in the hard soldering technique is presupposed.

Working steps for a "band-rimmed" enamel work piece
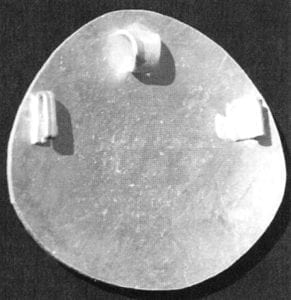
In my opinion, enameled jewelry should always have a protective frame around the enamel. To create a setting, I like to solder silver bands direct to a silver sheet. (Picture 1 unpolished and polished brooch plate from fine silver). The inside is then usually enameled in the cloisonné technique.
For a brooch or pendant up to about 5×5 cm in size, I use a base of fine silver sheet, about 0.7 mm in thickness. You should always counter enamel the piece to provide stability. The thickness of the band (rim) I make is normally from 0.7 - 0.8 mm silver sheet; the width can be as broad as you wish.

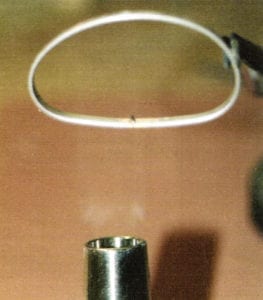
Because it is not easy to bend a broader silver strip horizontally, you can do it as follows: Bend the rim as if you want to make a finger ring. The ring does not have to be accurately round yet. But it is important that the two ends of the ring align exactly for soldering. (Pic 2). Because the soldered seam of the frame should have a high melting point, I solder it with 925/1000 or Sterling silver. After cooling, I flatten the ring at first over a round stake (Pic 3) and then over a flat anvil. (Pic 4).

Afterwards, it is formed approximately over a ring bolt (Pic 5), and after that on a flat anvil again. If the frame becomes too hard during the work, one can anneal it now and then.

Now you can prepare the silver sheet. The sheet metal should be about 5 mm larger than the framework, all the way around. If you want to have a textured surface you should create it now. You can structure the surface with the hammer fin, a ball pointed hammer, or you can engrave or make a texture with your rolling mill. (Pic 6). After that, anneal the sheet and the rim, and flatten both very well on a flat anvil. For this you can use a heavy lump hammer. Protect one side of the hammer with a rubber cover, so that the sheet and the rim do not become damaged. (Pic 7)

Put the frame on the textured side of the sheet metal. Make sure that the framework lies very close to the sheet metal. Coat the work piece with fluxing agent. Use silver solder with a work temperature of at least 770 degrees Celsius (1,418°F). Solder from the outside towards the framework.

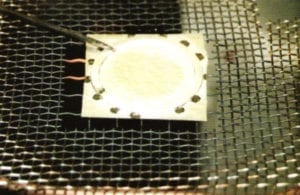
Put the work piece on a soldering net and heat the whole up from downside (Pic. 8). Warm up the piece slowly until the fluxing agent evaporates. Then heat up more strongly until the solder melts. The frame is well soldered if inside the frame a silver shining seam is seen. Pickle and dry the work piece. Saw away the excess silver sheet, leaving about 0.5-1.0 mm of the sheet metal remaining. It prevents the solder from flowing back under the frame when enameling.
If you wish, you can now dome the work piece a bit. I prefer lightly domed enamel jewelry because I think it looks better, and it is much easier to stone a convex domed work piece. Dome it over a flat-round stake, (Pic. 9) but not in a driving block!

The next step is to solder the findings to the back. If you use commercial findings, be sure that the findings are made from Sterling or 925/1000 silver. Lower alloys don't withstand the enameling temperature. I prefer to make the findings myself and use normally fine silver material.
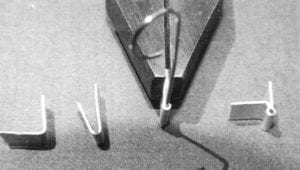
Make the hook from an about 2-3 mm broad silver strip. (see pic 10, left). For the needle mount make a silver strip from an 0,7 mm thick sheet, broad about 5 mm and length about 30 mm. So that the needle mount looks good, the long sides of the strips get rounded off.
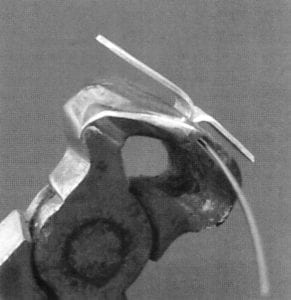
Fold the strip over, so that one part is a bit longer than the other (pic. 10a), so it is easier to bend both ends apart later. Put the needle wire into the folded silver strip. For the needle, use a 0.6 - 0.8 mm round stainless steel wire. Firmly press the folded strip around the needle wire with flat-nose pliers. The wire should sit as firmly as possible (pic. 11). The needle bearing should be about 3-4 mm over the enameled back. To get the right height, set the nippers directly underneath the needle bearing and bend the two supernatant ends of the metal strip right-angled outward. Shorten both ends to approximately 5 mm.
This method for the production of findings I learned from Carolyn Delzoppo, Australia. I modified it only slightly.
Now you can solder the findings to the back of the work piece. Always use silver solder with a working temperature of about 770-790 degree Celsius (1418°-1454° F).
After pickling, the work piece is ready for enameling.
After enameling the supernatant edge of the brooch frame is filed off and the enamel and the silver get stoned and polished. After that, make and fasten the needle. Cut up a piece of stainless steel wire that is about 5 cm longer than the distance between needle-mount and the hook. Deburr one end very well. Bend this end into a loop. Push the needle from downside into the needle mount. Bend the needle as scarcely as possible over the needle mount toward the hook. Cut the needle off in such a way that it exceeds about 1-2 mm over the hook. File the point to the needle (see Pic 12).

The needle must stand on tension. Hold the loop with the thumb and bend the needle somewhat in your direction. So that the needle hangs also upward firmly in the loop, the needle is also bend upward now.
You do not need to make a rim only from a silver band; you also can saw a frame from a second fine silver sheet and solder this to a ground sheet. (Brooch "Fish", back cover) In this case you get somewhat more silver sheet waste, which can be used to make earrings (see back cover). Saw the frame out from about 0.7 - 0.8 mm fine silver sheet.
You also can make frames from broader or narrower silver strips. Use a thickness of about 0.7 - 0.8 mm. and you can make it as broad as you wish. In the picture (see back cover) the three corners of the inner and outer triangle were soldered together with 925/1000 or Sterling silver. After soldering the inner small triangle was sawed out.
Notes
A really safe pickle is a 10% Alum pickle. Best working temperature is about 50-60 degree Celsius (122°-140° F). You can purchase Alum in the drug store.
Related Articles

Champleve – Photo Etching with PnP Paper

Enameling Tips: Ritual Over Knowledge

Enameling Safety Issues You Should Know About

W.W. Carpenter Enamel Foundation Workshops





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
