
Jeweler’s Torches Explained: What Kind Do You Need?
With so many torches on the market, a first-time buyer can be quickly overwhelmed by the sheer number of decisions that have to be made. Choosing a fuel, fitting the right tips, and determining the type of flame you need are just the beginning. To make decision-making tougher, all torches look pretty much alike. They have two open-ended tubes for the attachment of two color-coded rubber hoses, conducting air to one and fuel to the other. They are either single-fuel or a combination of oxygen and fuel, which tend to be hotter. Some torches accommodate different fuels simply by changing the tip. Each gas produces a different flame. Which brings us to the burning question: which torch will produce the flame power needed to get the job done?.
13 Minute Read
What kind of jeweler's torch do you need? Where do you begin to shop for one? That depends. What kind of work are you doing? Jewelers and bead makers fire up their torches to join, alter, and melt metal and glass.
Heat is the catalyst and gas is the fuel that boosts the torch to perform this alchemy. A basic torch using kerosene, a blowpipe, and lung power will solder, but today's multi-metal jewelers expect their torches to match their own versatility.
With so many torches on the market, a first-time buyer can be quickly overwhelmed by the sheer number of decisions that have to be made. Choosing a fuel, fitting the right tips, and determining the type of flame you need are just the beginning.
To make decision-making tougher, all torches look pretty much alike. They have two open-ended tubes for the attachment of two color-coded rubber hoses, conducting air to one and fuel to the other. They are either single-fuel or a combination of oxygen and fuel, which tend to be hotter. Some torches accommodate different fuels simply by changing the tip. Each gas produces a different flame.
Which brings us to the burning question: which torch will produce the flame power needed to get the job done?
Jeweler's Torches Explained: What Kind Do You Need?
Buy List
Jeweler's Torch Gases for Dummies
Each gas has its own characteristics. Choosing the right gas ensures the torch will burn at the desired temperature. When acetylene, hydrogen, propane, MAPP®, and natural gas are combined with oxygen, they achieve temperatures ranging from 3500°F to 6300°F, hot enough for most jewelry applications.
Acetylene, like kerosene, is made from natural gas. It had been primarily used for welding until jewelers adapted oxy/acetylene's 6300°F flame to fuse, cut, solder, melt, and cast metal. Acetylene produces such an intense flame that it will burn a hole in most metal unless the oxy/acetylene torch is kept in constant motion.
 |
Some jewelers swear by the Prest-O-Lite Acetylene torch; although it doesn't burn as hot as oxy/acetylene, there are no tanks to buy. It's not longer available, but this Goss Acet-o-Lite is a good substitute! Image courtesy Stuller. |
Acetylene is often shunned in favor of other gases because it not only leaves soot behind but it producesa carbon byproduct that contaminates some gold alloys and platinum. Some jewelers, however, swear by their Prest-O-LiteT Acetylene ($156) air/acetylene torch.
Although it doesn't burn as hot as oxy/acetylene, oxy/acetylene, it does go from a soft bushy flame for heating and casting to a pinhead-sized flame with the change of a tip. The bonus with air/acetylene is that there are no tanks to buy because acetylene mixes with air at the torch head.
Propane and natural gas produce carbon-free flames, which, although lower temperature than acetylene's (5252°F for propane, 5120°F for natural gas), are good all-purpose systems for most goldsmiths. However, these gases are dependent on availability.
This Worthington 14.1 oz cylinder is a great choice for working with propane:

Hydrogen is the gas of choice when casting or melting platinum because its 4850°F flame burns clean. It is, however, more expensive than the other gases, not as readily available, and requires careful handling and storage.
Butane is affordable, portable, and readily available, but its low maximum flame temperature of 4995°F restricts its applications.
No need to do any specialist shopping for butane! Zippo refills are cheap and easy to find:
MAPP® gas is a combination of liquefied petroleum gas and methylacetylene-propadiene. It is a non-toxic, easily detectable, stable, high-energy fuel whose 5301°F flame is used in lampworking, brazing, soldering, annealing, flame cutting, and flame-hardening. It heats faster and better than an air/propane torch, but doesn't have the flame flexibility of an oxy/propane torch.
This MAP Pro cylinder is a standby if you'd like to work with this type of fuel:

Oxygen generators are a recent alternative to pressurized oxygen tanks. "Not to be confused with the oxygen concentrators that came from the medical field, have a short lifespan, and only work with small burners," says Mike DeMasi of Wale Apparatus, "oxygen generators power torches by extracting oxygen from the atmosphere, and that's what makes them so cost effective. They do require large compressors in order to run the larger Carlisle Burners. However, if maintained with filter changes, they are safe and have an unlimited life span. They can cost from $1,500 to $10,000."
Jeweler's Torches
Torches come with a master handle and a variety of easily changeable tips designed for use with specific fuels. Using the wrong ones can be dangerous. Tips increase or reduce the flame size: a small tip produces a pinpoint flame suitable for small work, a medium tip produces a medium-sized flame for soldering; and a large tip produces a brush flame which anneals, melts, and casts.
Two torch systems with a large assortment of tips are the Swiss Torch System and the SMITH® Little TorchT.

"The Swiss Torch is a multiple-use precision bench torch," says Dr. Keith Thomson, manager of Lacy West Supplies in Vancouver, sole distributors of the Swiss Torch System in North America. "It uses one lightweight handle and with seven different torch tips, has a wide flame range that easily handles micro-soldering, annealing, melting, and casting. Its ergonomic design permits both gases to be easily adjusted by a thumb and makes hose changes easy. We recommend the Swiss Torch to shops performing multiple operations who would normally require more than one torch." (The torch and tip cost $169.)
Just a fraction wider and longer than a middle finger and weighing one and a half ounces the SMITH® Little TorchT, when equipped with the right regulators and tips, can be used with any gas. It has 21 curved, straight, and twin flame microtips, (including one with a synthetic sapphire to control gas flow), and two melting tips. Its 6300°F solders the tiniest elements, yet produces enough heat to weld steel up to 1/8″ thick and melt three ounces of silver. (The complete oxy/propane outfit with five tips costs $635)
Studio Workhorses
For years, jewelers have been reaching for the Meco Midget Torches and the Hoke Torch. The seven-inch-long Midget burns with any gas, making it versatile as well as lightweight. Three tips change the flame size from large and bushy to pinpoint. The nine-inch Hoke Torch's one-hand operation, multi-gas use, and six needle tips make it a precision metal melting, soldering, brazing, and welding torch.
What differentiates these two is weight and the position of the valves on the Midget, which are situated on top. Some jewelers find these more accessible than those on the Hoke Torch.

Gas-Saving Jeweler's Torches
Designed using the input of torch users, the Unecon Pre-Mix Torch was constructed specifically to save gas and oxygen and reduce operator fatigue. The "dead man" lever incorporated in the handle turns the torch off automatically when released.
When not in use, the torch is placed on a special hanger with a built-in pilot light. Relighting the torch is as easy as depressing the lever and touching the tip to the pilot light. It has a teak wood handle which absorbs perspiration ($169.95).
Minis, Micros, Pen and Pencil Jeweler's Torches
When the only demand on the torch is soldering small items, then most of the hand-held, self-starting torches like the Micro-Jet MJ-300 ($20) and the Blazer Butane Microtorch will do the job. These inexpensive mini and micro single-gas torches produce a pinpoint 2500°F flame powered by readily available butane.
More heat is produced by the Microflame® torch, which uses butane, and Micronox® and MINIFLAM's MICROTORCH. Both produce pinpoint 5000°F flames capable of brazing and soldering. The MICROTORCH is described as being like laser technology without the price.

Pencil torches are portable and lightweight, however, their low 2000°F heat limits their applications to melting solder. There are many on the market ranging from $9.95 to $56.
Dremel Versa Tip Pencil Torch Kit

 |
Single gas torches, such as the pencil-torch kit shown above, are good for small soldering jobs. |
Hot Air and Specialty Jeweler's Torches
When a project calls for heat without the flame, butane-fueled, hot-air torches produce a flameless stream of hot air, useful for smoothing wax models and carvings. The six-inch Smoothy Wax Finisher and Soldering Pen's pencil-point flame reaches 2300°F, which makes it also useful for soldering. ($140) The Kerr® SmoothyT Flameless Wax Finisher and Mini Torch has three flame settings ($95). On the low heat end is the Micro-Therm Torch whose 750°F heat smooths out rough edges or parting lines from wax castings ($28).
PMCT users can now use a torch instead of a kiln to cure their small PMCT components. The Blazer Butane Torch included in the Crafter's PMCT Station and Torch Kit has the softened, calibrated flame necessary to properly cure PMCT ($100).
Water Torches
The principle behind these torches is simple. An electric current is passed through water and electrolyte, stimulating a reaction which turns it into useable hydrogen and oxygen fuel. The resulting gas is then directed to the torch where it produces a clean-burning flame ranging from 2200°F to 6000°F. Water torches weld and solder platinum, gold, and silver.
There are a few on the market. The Elma HT-3 Quality-Engineered Water Torch ($1,899) and the Shor Aqua Torch ($2,395) both accommodate two torches simultaneously. The AquaTorch comes with nine tips. The Hydrofulx Welder provides a pre-fluxed flame up to 4850°F ($975).
Lampworking Torches
In 1924, when scientists at the Corning glass factories in New York invented a new glass called Pyrex, they had no idea they would revolutionize lampworking. Resilient to thermal and physical shock, this new borosilicate glass had a melting temperature so high that the forced-air lamps then in use could not melt it. Borrowing from the welding trade and combining oxygen and natural gas, new burners were designed that produced a flame hot enough to melt Pyrex.
 |
There is a range of torches available specifically intended for use in lampworking; some produce two separately controlled flames, one within the other, to allow both fast and detail work. Beadwork: Lauri Copeland Photo: Ryan Copeland. |
Today's lampworkers work soft glass (Moretti/Effetre) or hard borosilicate glass (Pyrex, Duran, Kimble, Northstar) with burners that sit on the worktable. In order to obtain a clean 1700°F-1900°F flame, they use propane as the fuel and oxygen as the accelerant.
Mimi Bolser of Art Glass 2 Glass Works uses a surface-mix burner. "In this burner the oxygen and gas mix as they exit the torch tip on the outside of the torch. This results in a larger, cleaner flame with far more flame adjustment than an internal mix torch where a tip change is necessary to achieve a different size flame. Lampworkers would rather turn a dial than change a tip. Another bonus is they don't backfire like internal mix torches," says Bolser.
Cash-strapped beginners working with soft glass who don't mind a noisy burner can fire up a single-gas HotHead Beadmaking Torch. It uses cost-effective, disposable, screw-on propane or MAPP® gas cylinders, and can also be connected by adaptors to a propane fuel tank. It noisily produces a large, somewhat dirty flame which can affect the color of some glass.

A beadmaker's next purchase is usually Nortel's small but versatile Minor Bench Burner. Hotter, cleaner, and quieter than the Hothead Torch, it can be used with propane, MAPP®, hydrogen, butane, or natural gas. Its 3/4″ diameter pointed flame makes it useful for detailed work.
Nortel Minor Bench Burner Lampworking Torch
Is a bigger flame better? "A bigger flame is faster, but not always hotter," says Craig Milliron of Arrow Springs. "Generally, even if you want a large flame, you will probably also need a smaller one for detail work. That is why a double torch, such as the Major Burner or the Mid Range Plus or a torch with a small flame within a separately controlled outer flame, such as Glass Torch Technology's Phantom or Bethlehem Torch's PM2D, is so popular. The double torch design is less expensive than the flame within a flame design."
If flame size matters to your work, the following torches are grouped together by flame size.
Group 1:Nortel's Minor Bench Burner , Glass Torch Technology's Bobcat ($195) and Lynx (Triple Mix $435), and Carlisle's Mini CC burners all work with soft or hard glass. They can produce glass beads, marbles, and sculptures up to 1-1/4″ in diameter. The Lynx is capable of working on glass smaller than 1mm.
Carlisle Mini CC Handheld Torch

Group 2: The Major Burner, Mid-Range Plus, Glass Torch Technology's Phoenix (Triple Mix $625) and Phantom (Triple Mix $1,125), Carlisle CC ($932) have flame sizes that are three times larger.
Nortel's Major Burner is really two torches in one because it has a Minor Burner mounted just above a large 64-fuel port burner. The top burner's 3/4″ -diameter flame works on fine detail work while the bottom burner's 1-1/2″-diameter flame heats large pieces of glass.
Each burner is controlled separately and has bead making, blown glass, sculptured glass, or inside-out glass applications. This double torch design is less expensive then the flame within-a-flame design of other burners. It now comes in four versions ($399).
Nortel's Mid Range Burner ($279) is the next step up from the Minor Bench Burner. Its 25 fuel ports and larger burner face produce a wider flame that melts glass about three times faster than the Minor Burner, yet can be tuned down to a needle flame. The Mid-Range Plus which has a Minor Burner mounted on top ($379) works soft glass up to 11/2″ in diameter or heavier hard glass tubing up to 1-1/4″ in diameter. These burners can also be used for blowing glass.
Glass Torch Technology has a patent pending on their triple mix burners. The Phoenix and Phantom Triple Mix Burners deliver extreme heat but run cool, producing flame characteristics unique to these burners. This design has a second oxygen valve that injects additional oxygen down the center of the fuel gas stream. This increases the flexibility of the flame so that working on larger pieces is faster, even though the burner is smaller. Not only is this an efficient use of fuel and oxygen, but their flame runs quietly with no carbon buildup.
The Carlisle Burner is considered the ultimate torch for working Pyrex. Two separate sets of valves control a premixed, pointed center flame that is independent of the large surface mix flame. Pyrex pipe makers and large sculpture artists swear by this torch ($932).
The largest and hottest flame for working soft or hard glass and quartz is produced by Glass TorchTechnology's Delta Elite ($2,250) and the Carlisle CC Plus ($1,453). A small center flame is enveloped by a larger outer flame that is controlled separately. No job is too big or too small for these torches.
Water-Cooled Jeweler's Torches
Bethlehem's PM2D-WC incorporates two hand torches in a single bench burner. They operate independently or simultaneously to work hard glass tubing from 3mm to 100mm. Its flame height can be adjusted without altering the flame temperature. Tube connections water-cool the torch to extend the life of the burner for decades ($1,555, Water Cooling Kit $260).
Ribbon Torch
Lampworkers who need to heat large areas need a torch that can produce long flames. Carlisle's Surface Mix Ribbon Burner produces flames up to 13″ free from cold spots. It operates in any position yet remains relatively cool.
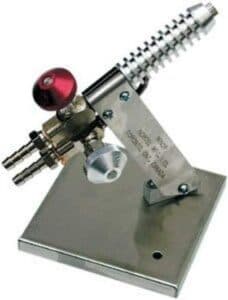
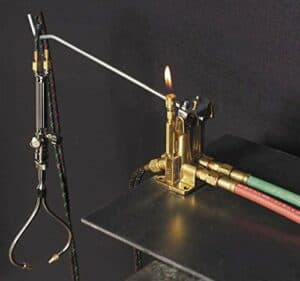
 |
Double-gas torches, such as the propane system shown at right, are more expensive, but more versatile. Images courtesy Rio Grande. |
The Accessories You'll Need For Your Jeweler's Torch
Torches are part of a setup that requires accessories to work. After the torch, tips, hoses, and tanks have been purchased, there are still a few other necessities, like regulators, flashback arresters, and connectors to buy. The add-ons you can request for Christmas. And here are some accessories for that Christmas list:
Foot pedals ($285), Safe-D-Tect Connection Check, which bubbles if it detects a leak ($6), the Gas Saver system, which automatically shuts off the gas supply and relights the torch. Don't forget the CHEM-O-LENE, a Propane Booster that increases flame temperature by 1000°F.
Smith Soldering Brazing Gas Saver Cutting Torch WDW101 Acetylene
What's Next
Your new torch should be within budget, but versatile enough to follow you as you and explore new techniques. Now buy yourself some metal and fire up safely.
Related Articles

Making Silver Whistles

De-oxidized Sterling Silver Alloys

How to Repair a Hollow Rope Chain

Setting Stones in Wax





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
