
Gold Alloys Using X-ray Fluorescence
8 Minute Read
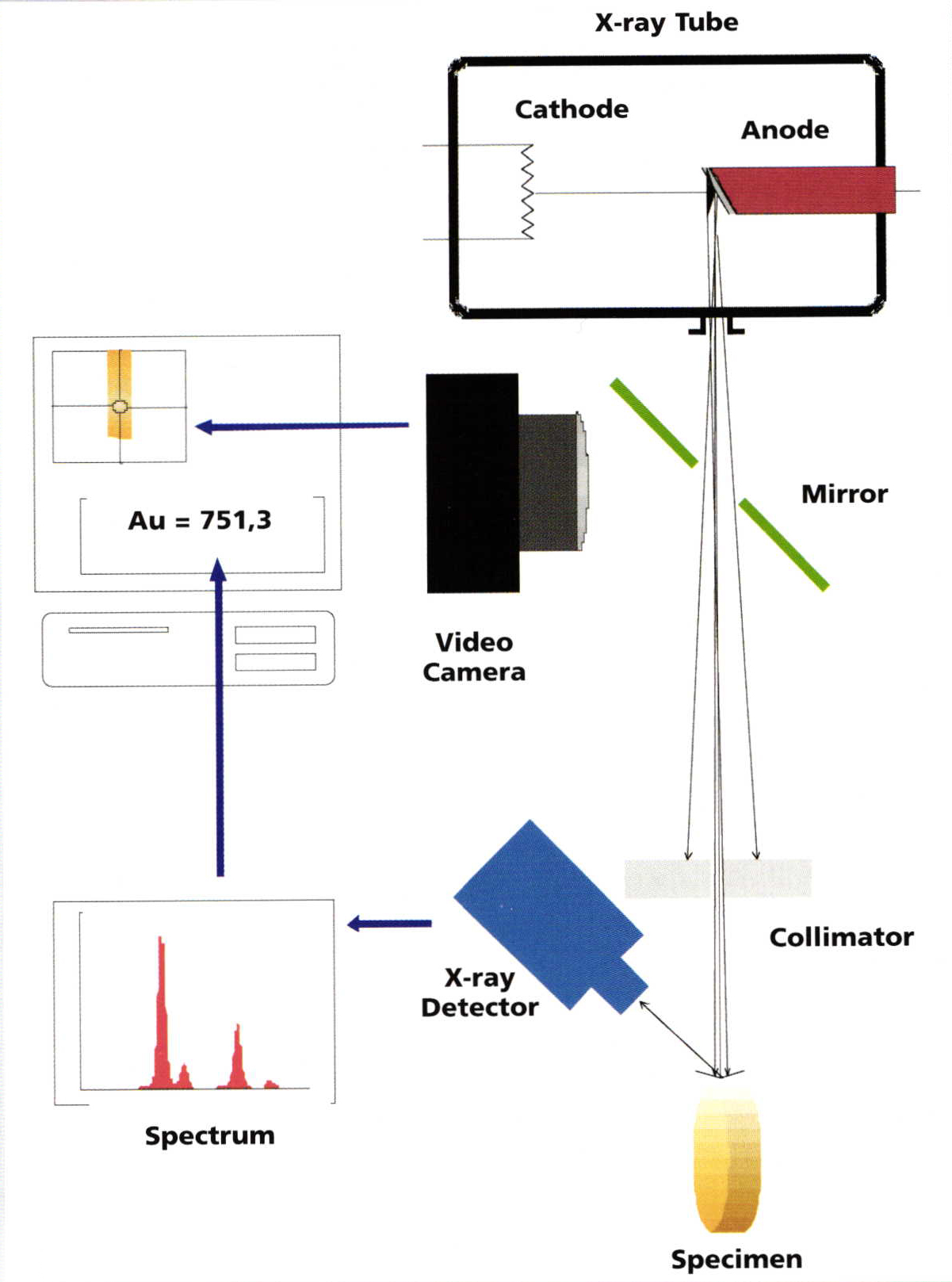
Gold alloys can be analyzed quickly and without being destroyed with the help of X-ray fluorescence (XRF). The advantages compared to destructive measurement methods mean that XRF is predestined for application on valuable specimens (fig. 1) or to measure large quantities. In addition, XRF offers a series of additional opportunities such as the analysis of other precious metals (Pt, Pd, Ag), the measurement of layers and the distinction between solid alloys and alloy layers, which considerably extends the area of application. The following article is intended to explain the options the current XRF devices offer with the software WinFTM*. It deals in detail with the important question of precision, for example.
How does X-ray fluorescence analysis work (XRF)?
X-ray fluorescence is among the non-destructive techniques. The measurement effect is based on exciting the atoms in the specimen using an X-ray source. The excited atoms then fluoresce, and the energy thereof is characteristic for each chemical element. The chemical composition of the specimen can be concluded on the basis of the spread in intensity of the radiation components (spectrum), which the detector picks up.


In order to carry out a measurement, the specimen is positioned in the specimen chamber, the hood is closed and the measurement can start. The measurement spot which is blended into the video image electronically helps with positioning and shows where the specimen will be analyzed. A measurement result is available in seconds. It is neither necessary to prepare the specimen nor to generate a vacuum.
Measurement uncertainty (precision) of XRF
We deem measurement uncertainty to be the estimated value for the difference between the displayed measurement value and the actual value. The imported terms "error" or "precision" should be understood in this context. In general, it is important to distinguish between coincidental and systematic error quotas. The first group can be calculated on the basis of statistical methods, while the latter can only be defined and therefore corrected by measuring known specimens (standards, calibration norms).
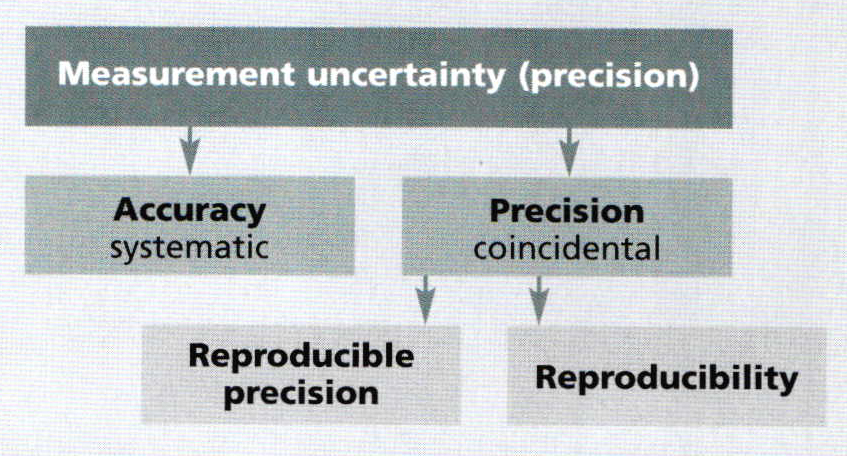
Reproducible precision
If one repeats the test on one sample in a laboratory and with one device, the results will reveal a certain spread. This spread is known as reproducible precision. The WinFTM® program can calculate the reproducible precision on the basis of the measured spectrum, so that no laborious measurement series are necessary for the calculation (estimate of the coincidental measurement error). The following factors mainly influence the reproducible precision:
Measurement time
The longer the measurement time, the better the reproducible precision. It is smaller by a factor of 2 if the measurement time is 4 times (root mathematics).
Form of application
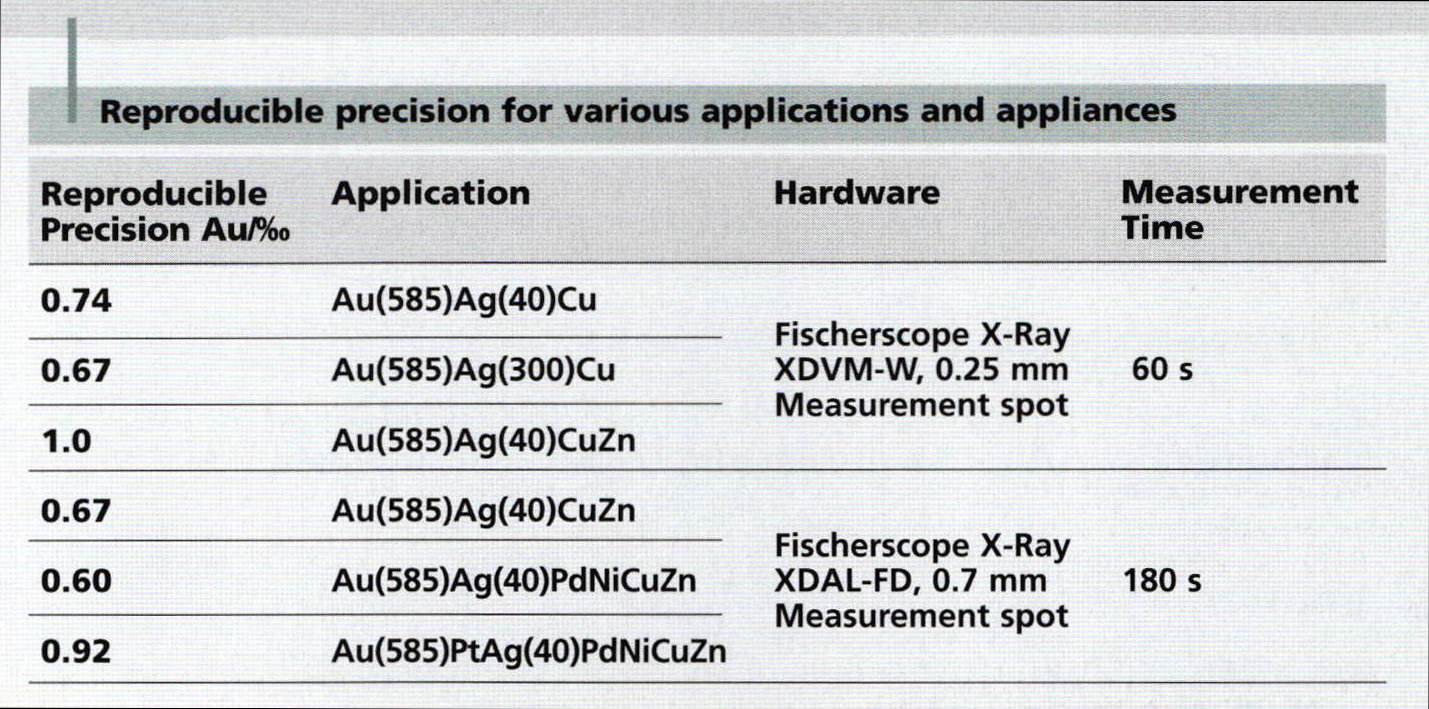
The reproducible precision for simple applications such as the Au content in an Au-AgCu alloy is less than the reproducible precision for more complex applications, e.g. Au content in an AuPtPdAgNiCuZn alloy.
Hardware
The hardware components used in the device, for instance the type of detector, the size of the measurement spot, the X-ray source and such like influence the reproducible precision. It is important to select the best hardware for the area of application in question.
Table 1 lists reproducible precision values calculated in experiments on the basis of some selected examples of various applications and equipment. In almost all cases, reproducible precision of less than 1 ‰ can be achieved in measurement times of less than 3 minutes (in some cases even with considerably shorter measurement times).
Reproducibility of the method
This term denotes all coincidental error quotas that have nothing to do with the reproducibility and therefore the precision of the device. For example, when dealing with the analysis of precious metals, this may include tilting the specimens (the specimen sample does not lie perpendicular to the primary ray). Naturally, these things are dependent on the nature of the specimen and on the devices that are used. The goal is to keep the influence of errors as small as possible or to exclude them entirely, which is indeed possible. The entire coincidental measurement error is then reduced to the physically well-defined reproducibility, which can be calculated in advance using the WinFTM® software.
Accuracy
The systematic deviation of the displayed value from the "true" value can be corrected calibrating the device. This is done by measuring specimens with known contents, the so-called standards, which are kept in the "calibration set". In view of the fact that WinFTM® provides a practically correct result without standards on the basis of realistic modeling, calibration is in fact more comparable with fine adjustments. Therefore, calibration is often unnecessary for general analyses, although it is required for tracing analyses.
The term of traceability demands an unbroken chain of error calculation, i.e. a quantitative determination of the total measurement uncertainty. This is guaranteed with WinFTM®. It is important in this context that the program is informed of the uncertainty (error, tolerance) for each standard.
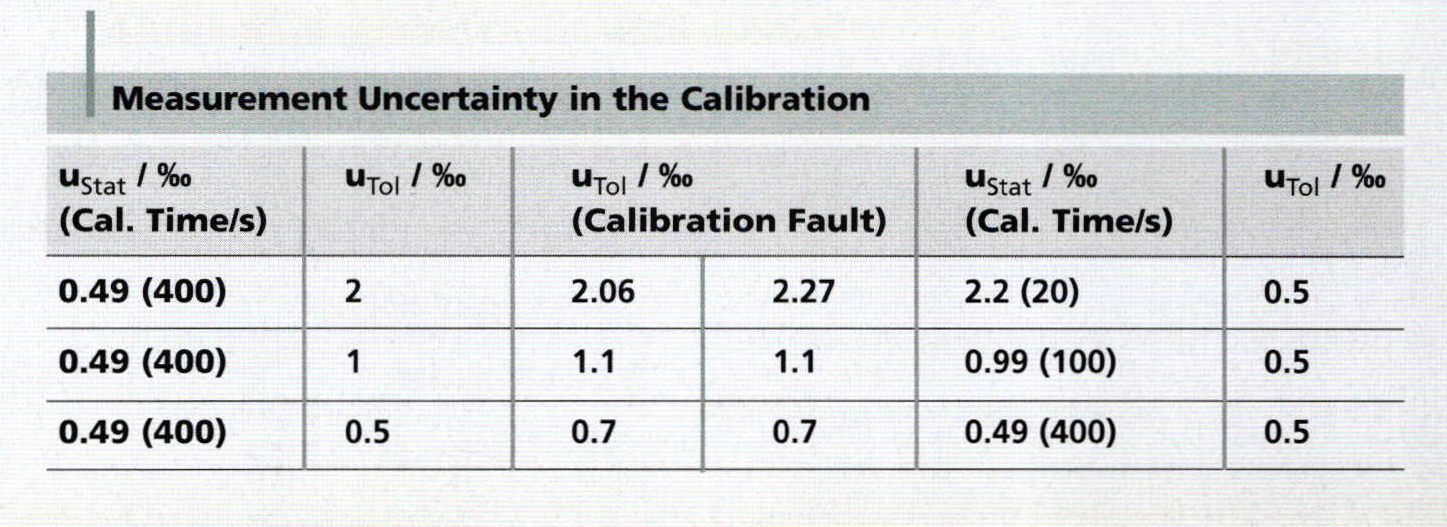
A statistically safe measurement value is the aim of measuring the standards, although there of course is a certain residual uncertainty. This factor and the tolerance of the "target value" (uncertainty of the standard, must be provided by the manufacturer of the standard) determine the uncertainty of the calibration (calibration error). In order to keep this uncertainty as small as possible, it is necessary to apply a sufficient measurement time during calibration, and the error of the standard must be suitably small. Table 2 lists a calibration error for an existing statistical uncertainty and tolerance of the standard, whereby the following measurement uncertainty applies: u2Tot = u2Stat + u2Tol. On the left side of the table, the tolerance of the standard was varied with a fixed statistical measurement uncertainty, while the statistical measurement uncertainty was varied with fixed tolerance on the right side.
If several standards were used, the systematic residual uncertainty is derived from the ensemble of all calibration measurements. It depends on the number of standards that were used, their tolerances and their statistical measurement uncertainty, but also on the difference between the latest measurement value and the standard. The latter reflects the familiar fact that one must expect greater systematic uncertainty outside of the standards than if one measures right in the proximity of the standard. WinFTM®, V.6 can directly display this systematic uncertainty of calibration (correction of the measurement value without standard).
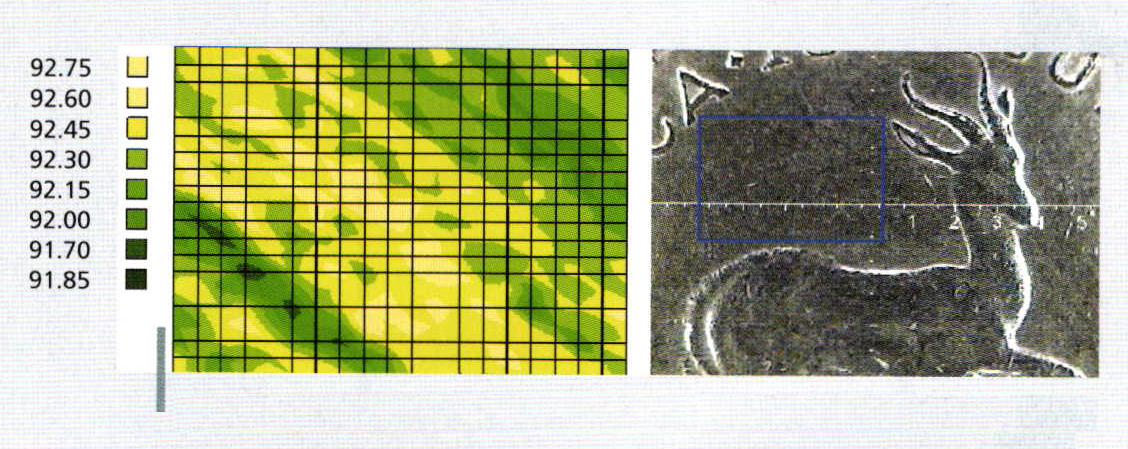
Unevenness of the alloy
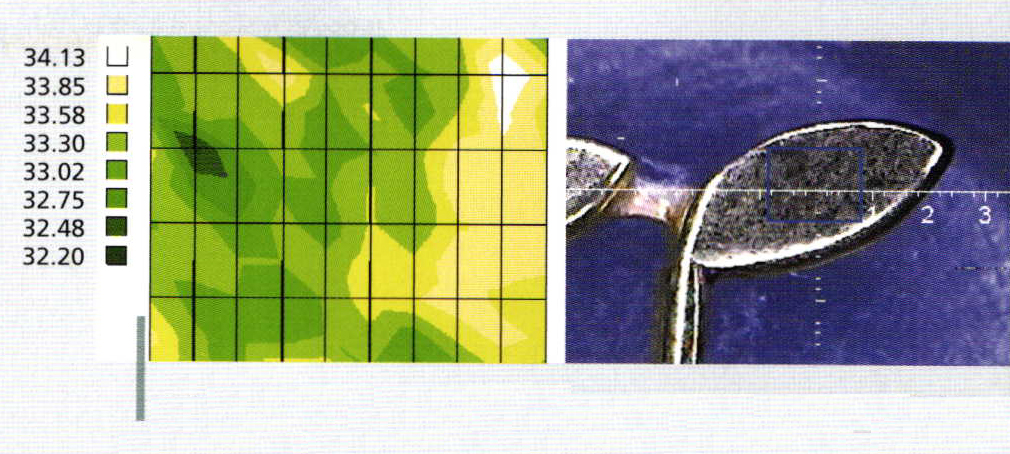
If the specimen is not entirely homogeneous, the result of the measurement is dependent on the area of the specimen that was measured. If measurements are carried out on several points on the specimen, different gold contents may be indicated. Users interested in the average gold content of the specimen should measure large measurement spots on several locations. The measurement uncertainty of the average that is calculated in this way is then dependent on the unevenness of the specimen and can be calculated directly using the statistical methods contained in the software. However, if the user is interested in just how uneven the sample is, the XRF can be used simply to determine the distribution of the gold content. Fig. 3 and fig. 4 show the distribution of the gold content in two different samples. The general unevenness of the gold content is clearly visible in both samples, whereby the sample in fig. 4 has considerably larger fluctuations in the gold content.
Other functions of the XRF
In addition to calculating the gold content in solid gold alloys, the XRF has another series of possible applications.
Calculation of additional alloy elements: the content of all of the alloy elements that are used in addition to gold can be calculated at the same time as the gold content. In particular, the content of other precious metals such as Pt, Pd, and Ag can be measured.
Measurement of coated specimens: lf there are coatings with gold contents on various basic materials, the layer thickness and the gold content in the layer can be measured.
Automatic recognition of the coatings with gold contents: The software WinFTM® can be used to recognize automatically whether there is a solid alloy or a layer with gold contents on a basic material like steel or brass.
Summary
The analysis of gold alloys using X-ray fluorescence offers users a series of interesting possibilities. The speed, the automation function and the fact that it is non-destructive mean that the costs of analysis are cut significantly. In addition, there are new areas of application such as the 100 % analysis of valuable specimens or the analysis of gold distribution within a specimen. Therefore, XRF has the potential to deal with a large proportion of the tasks that arose in gold analysis. It is therefore a good supplement to the established but costly cupellation, which can in future be limited to a few random samples.
by Bernhard Nensel and Volker Robiger
Related Articles

Hydraulic Die Press

Ronda Coryell’s Foredom Micromotor K.1050
Kiln Questions

Pulse Shaping: Variable Constants





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
