
Buffing and Polishing Materials
Almost any metal or hard plastic item can be buffed to a high polish or a satin sheen with the correct buffing wheel and the proper polishing compound. This includes copper pots, doorknobs, golf clubs and switch plates, to name a few common items. The molecular composition of different metals is as different as the appearance, density and luster of the metals themselves. To polish and enhance the shine on a beautiful piece of jewelry requires a totally different set of polishes and buffs than to get a real professional shine.
22 Minute Read
Almost any metal or hard plastic item can be buffed to a high polish or a satin sheen with the correct buffing wheel and the proper polishing compound. This includes copper pots, doorknobs, golf clubs and switch plates, to name a few common items.
The molecular composition of different metals is as different as the appearance, density and luster of the metals themselves. To polish and enhance the shine on a beautiful piece of jewelry requires a totally different set of polishes and buffs than to get a real professional shine on stainless steel or, aluminum or chrome. To polish 18k gold takes a different set of materials than those needed to polish platinum. There is no one all inclusive polish or buff. Six factors must be considered when buffing: equipment, buff selection, compound selection, technique, knowing the material being buffed and protecting the finished work.
This report is an attempt to discuss two of those factors, the different compounds and buffing wheels. We do this without picking a winner. A brief look at the Orchid archives on just one proprietary material (ZAM) shows the range of opinions on whether the material is a pre-polish a polish or a super polish. In polishing it appears that the old axiom "if you like it, use it", is still alive and well.
Add complete chart (Best Buffing & Polishing Materials For Jewelry
Buy List
There are three generally used terms used by many in the jewelry and metal polishing industry that are often used interchangeably. It's not important which terms you use, but I present them for your information. The terms are deburring, polishing and buffing. The generally accepted definitions are:
Deburring
Deburring is the removal of all sharp edges, air bubbles and burrs on a piece.
Polishing
Polishing is the use of abrasives to get general surface finish improvement.
Buffing
Buffing is the step to get a smooth, bright, high luster final finish.
There are many different polishing and buffing compounds. Some people separate them into additional categories with 3 or 4 different levels of polishing and buffing. This is very difficult to do because the compounds are used for different reasons by different people depending on the buffing and polishing you are doing. The people in the aluminum wheel industry use many of the same buffing and polishing compounds as the people in the dental appliance industry and we in the jewelry industry use. But we use them differently depending on the work we are doing. Another often-used breakdown of compounds is:
Cutting Compounds
These include the brown Tripoli and bobbing compound
Intermediate Compounds
These include Gray Tripoli, Graystar, white diamond, and crocus. Platinum Tripoli and yellow bobbing compound.
Polishing Compounds
Some polishing compounds are red rouge, yellow rouge, white rouge, black rouge, green rouge.
Super Finish Compounds
Some would disagree that there is a super finish category, but there are those who believe that there is something above red rouge, so for this discussion we will include it. What is interesting is the range of materials people put into this group. They include blue rouge, Blue magic, Fabuluster, and yes even Zam.
Types of Abrasives
Abrasives are those materials used in operations such as grinding, polishing, lapping, honing, pressure blasting or other similar process. Abrasives come in different particle or grit sizes depending on how much material needs to be removed.
The following table is a general guide to the coarseness of various abrasive grit sizes.
| Grit Size | Relative Coarseness |
| 8-24 | Coarse |
| 30-60 | Medium |
| 70-180 | Fine |
| 220-1200 | Very Fine |
This table of grit size to micron size is for reference only. In my research I have found conflicting data on this topic especially in grit vs. mesh vs. micron sizes.
| Grit: |
| 100,000 (1/4 micron) |
| 50,000 (1/2 micron) |
| 14,000 micron) |
| 8,000 micron) |
| 3,000 (6 micron) |
| 1,200 (15 micron) |
| 600 (30 micron) |
| 325 (45 micron) |
| 220 (60 micron) |
| 180 (80 micron) |
| 100 (150 micron) |
Materials used for abrasives are generally characterized by high hardness, and moderate to high fracture toughness.
Each hard abrasive particle acts like a single point cutting tool. With hundreds if not thousands available in a small area, the effect they produce is quite significant.
Coarser grades/grits of abrasive are used where high volumes of material need to be removed, such as in coarse polishing, large scratch removal or operations requiring significant shape or dimensional change. Finer grades are generally used after coarser grades to produce a higher surface finish than are possible with coarse grades.
Abrasive materials
Alumina or Aluminum oxide
Aluminum Oxide, both fused and calcined, produced from Bauxite. The most widely used abrasive, generally used for ferrous alloys, high tensile materials and wood.
Corundum
Naturally occurring alumna similar to rubies or sapphires.
Diamond
Most often used in ceramic grinding or final polishing due to high hardness and cost
Emery
Naturally occurring mixture of corundum, magnetite, a magnetic oxide, hematite and quartz. A light weight, glassy volcanic rock that is crushed into a powder for use in jewelry work Emery compound is gray or black in color and is used for coarse buffing and fast cutting action on stainless steel and ferrous metals producing non-polished finishes on metal.
Cubic boron nitride (CBN)
CBN, which is composed of cubic boron nitride grain and special ceramic binder, has excellent features such as high hardness and little chemical wear resistance. It has a structure and properties greatly resembling diamond.
Garnet
Usually used for machining of wood.
Zirconia / Alumina alloys
Suited to carbon and stainless steels and welds
Neuberg
Chalk Mined in Neuberg on the Danube, mild abrasive consisting of silica and alumina.
Silicon Carbide
Synthetic abrasive sometimes known as carborundum. Generally used for non-ferrous metals
Tripoli
Naturally occurring in the U.S.A., Spain and Italy, it consists mainly of a porous, decomposed siliceous rock, or diatomaceous earth, which results from the weathering of chert and siliceous limestone… It is a natural mineral classified as silica.
Vienna Lime
Consists of mixture of calcium and magnesium oxides - now rarely used.
Rottenstone
A light, porous, somewhat friable, siliceous rock used for polishing steel and Other metals. It consists almost entirely of silica, with a small percentage of Alumna and other impurities, and is derived from siliceous limestone's after the Removal of the calcareous matter. For woodworking, paraffin oil is used for lubrication.
Crocus
A ferrous oxide abrasive material consisting of coarse grains of ferrous or iron oxide that is used for grinding metal before polishing. Finer grains are called rouge.
Pumice
Lightweight, glassy volcanic rock that is crushed into a powder for use in jewelry work for producing non-polished finishes on metal. It should always be used with water for lubrication, and should also be rinsed frequently (for jewelry applications), for woodworking, paraffin oil can be used for lubrication.
Types of Oxides

Ferric oxide (Iron oxide)
Very little abrasive effect. When pulverized, washed and decanted, it is turned into crocus or red rouge for cutting and Polishing metal.
Chrome oxide (chromic oxide)
A green, insoluble powder (Cr2O3).Very little abrasive effect - used in green rouge.
Aluminum oxide (Alumina)
Very little abrasive effect - used in white rouge
Compound Confusion
One of the difficulties in using and understanding rouge or abrasive compounds is that each manufacturer uses his own recipe to make the finished material. Most metal smiths also have basic knowledge of some of the terms used in lapidary work. Polishing finished stones is as difficult as polishing a finished piece of jewelry. Aluminum oxide is a material that is regularly used in lapidary polishing as well as metal polish.
There are two types of aluminum oxide used in lapidary polish, sometimes called "A" and "B". Because the brand name "Linde" used to be almost synonymous with high quality aluminum oxide, many people still use "Linde A" and "Linde B" to describe the two types.
Aluminum oxides labeled as "A" and "B" are not all equal in quality or performance. The size of the alumina particle is very different. Aluminum oxide "A" is 0.3 micron in size and Aluminum "B" is an extremely small micron size of 0.05. To put this into perspective, 50,000 grit is .5 micron and 100,000 grit is .25 micron.
When we purchase a bar of red, white or green rouge we have no idea of the amount of oxide used or the size of the particle used in manufacturing the bar. This can vary greatly from manufacturer to manufacturer.
One large U.S. manufacturer told me that they make six different green rouges all using chrome oxide. The range of oxide used was from 5% to 90%. That is a very large differential. If you have been using his 90% material and get a hold of some 40% material, you will not get the same results.
The same problem exists with all materials. Additionally synthetic materials like synthetic iron oxide are available. I have no idea of the difference in polishing characteristics between synthetic and natural materials.
Unfortunately this can drive you crazy when purchasing compounds. Buying at tool shows, flea markets and the internet is fine, just remember we have even seen bars of compound as coarse as a rough emery around, 200 grit, sold not only as jewelers rouge, but actually stated that it was suitable for use on precious metals. The product would destroy plate and damage gold in a minute. This is what happens when terms are generalized and corrupted. The moral is, stay with a consistent reliable supplier, generally then you will get consistent materials. Even if you buy material from another reliable supplier, the chances are that you will get a different composition material.
To add confusion, different suppliers describe some buffing and polishing compounds differently and many different brands are identical for all practical purposes. Not all compounds are jeweler's rouge, as many of us believe. Jeweler's rouge is made with ferric oxide, which gives it the red color. Rouge, is French for 'red', and even though it is then semantically incorrect to call green or white polishing compound rouge, we do it anyway.
Do remember that metals like gold absorb much of the ferric oxide when buffed and comes up a bold, bright gold color, if you use a black or white or green compound it will absorb the dye and not be the same color as the red rouge polished piece. That's O.K. if that's what you want.
Cutting Compounds
Bobbing Compound
Bobbing Compound cuts faster than Tripoli and clings well to the buff or lap. It is recommended for silver, brass and copper. Bobbing Compound is used with a brush or muslin wheel to remove scratches and fire scale. The yellow stick is greasier and will cut faster than regular bobbing compound. Leaves the item scratch free but dull.
Tripoli Compound
Tripoli in compound form is red/brown in color and is used to remove light scratches, imperfections, and oxidation on non-ferrous materials such as wood, aluminum, brass, copper and die cast metal. Medium cutting action. It is used as an abrasive for preparing jewelry work for polishing. The powdered stone is usually mixed with a binder and molded into cakes for easy application to buffing wheels. The most popular general compound for cutting down and buffing base metals. Gives a smooth, satin finish to copper, aluminum, pewter, gold and even hard plastic surfaces. Use Tripoli first to remove scratches and pits then follow with rouge for high luster. This compound is water based for easy cleaning in ultrasonic. Use with yellow buffs. Used for fast cutting action and some degree of color on all metals.
White diamond compound
A buffing compound made of tin oxide and a binding wax that polishes fast and provides a moderately high shine. It isn't made of real diamond dust. It is often categorized as a type of Tripoli. This is also different than white rouge. White Diamond Compound is used on brass, copper, aluminum, bronze, nickel, silver, gold and softer metals. May also be used on plastics. This compound will cut and gloss in one operation. This compound is water based. Finer than Tripoli, coarser than rouge. There are two classifications of white diamond, XXX White Diamond which is a superior dry compound for cut on gold, silver, brass, copper and plastics and XXXX White Diamond which has finer abrasives for better color, less cut and scratch. This polish is an excellent choice for use on ivory and bone where you don't want your material picking up the "green tint" common with most aluminum oxides. Use with yellow buffs.
Crocus Compound
Red in color because of the iron oxide, is used with iron and steel, and is fast cutting
Gray Star Compound
Made of very fine uniform aluminum oxide abrasive, produces a good cut with no wild scratches and works to good color on all metals. May be used for cut and color as one step, rather than two operations. There is also Gray Star 270 / A that is similar to regular Grey Star, but drier, with less cut and high color.
Buffing Compounds
Red Rouge
A product traditionally made of iron oxide, pulverized and graded, used in jewelry work. Darker-colored, coarser grains are called crocus and are used for grinding. The finer grains are called rouge (French for "red") and are used for polishing steel and precious metals. It is the finest of all rouges. Rouge is often mixed with a binder and caked into a bar form for easy application to a buffing wheel.
Green Rouge
Primarily used in final finish buffing operations on stainless steel, steel, brass, aluminum, nickel, and chrome. The green rouge is a chrome oxide, and is considered the best all around luster compound for these materials. Green Rouge compound imparts a high luster to rhodium, platinum, chrome, stainless steel and other hard metals. 100% green rouge for superior final finish on steel, stainless and chrome.
White Rouge
The white rouge is the softer, calcite alumna type. Primarily used in the final finish of steel, stainless steel, and zinc. This compound is also a favorite in coloring aluminum and brass. Use on platinum, chrome, and stainless steel. Produces a chrome color
Yellow Rouge
Aluminum oxide, yellow Rouge compound has a slight abrasive action combined with final finishing quality
Orange Rouge (Carrot)
There is an expensive orange platinum rouge, (apparently an alumina polish) made in Germany and sold by Gesswein,
Black Rouge
Black Rouge produces deep finish on silver and pewter. Excellent for oxidized effect in recessed areas. One company list alpha-alumina as the polishing material.
Zam
A proprietary mixture of aluminum oxide and chrome oxide with an unidentified binder. Produces high luster for final finish. Can be used on precious metals and steels, stainless and plastics. Clean working, leaves little residue; also works well with non-ferrous metals. Also polishes stones, epoxies and other soft metal materials. Zam has a burnishing action and it may remove detail if used heavily.
Blue Rouge
A product manufactured and sold by Dialux in France. It is advertised as a general purpose very high luster polish. Gesswein also sells a blue rouge that uses alumina as its polishing agent.
Fabuluster
Fabuluster is a proprietary compound utilizing alumina as its polishing agent
Binding/Bonding Materials
The bonding material has little if any effect on the cutting or polishing action of the agents and it appears that all of them use similar binding materials. Stearic acid (animal fat acid), and paraffin wax (mineral grease) seem to be the predominate materials. Color can come from the polishing agent like green chrome oxide or red ferric oxide, but it can also come from coloring dyes like yellow in yellow rouge or carbon black for black rouge.
Particle Size
Getting information on particle size is very difficult. This is understandable as this is one of the differentiators between polish quality companies. One company sells three different green rouges. There may be different materials added to each or most likely there is a difference in the chrome oxide quality and quantity. A smaller micron size being one indicator of higher quality. This makes it tough on us purchasers since we don't have the information. I was able to get information from one company's web site on particle size
| COMPOUND | |
| MICRON SIZE | |
| Red Rouge | 3.5 to 5 |
| Cerium Oxide | 3.5 |
| Cerium-R Oxide | 1.2 |
On a telephone conversation with Matchless Metal Company a large supplier of abrasive compounds, they indicated the their chrome oxide was less than 1 micron. This is unverified information.
The following tables, although not specific to the jewelry industry gives a good overview of the different metal finishing operations and some of the characteristics of the operation. They are taken from two different references
Guide To Metal Surface Finishing
| Operation type | Operation | Wheel | Compound | Cutting grit | Surface condition | Luster |
| Grinding | Grinding | Grinding wheels are available in various vitrified or resin bonded composite | Dry or with water | Super fast | Deeply scratched surface | |
| Polishing | Brushing | Brushing wheels are available with various natural or synthetic bristle materials | Prepolishing compounds | Very fast | Mildly scratched surface | Matt, milkish |
| Polishing | Felting | Felting wheels are available in various felt fabric materials | Prepolishing or polishing compounds | Fast to medium | Finely scratched to smooth surface | Matt to bright |
| Polishing | Prepolishing | Pre-polishing wheels are available in various wrought fabric materials | Prepolishing compounds | Fast | Finely scratched to smooth surface | Matt, milkish |
| Polishing | Polishing | Polishing wheels are available in various fine fabric materials | Polishing compounds | Medium | Finely scratched to smooth surface | Matt to bright |
| Buffing | Buffing | Buffing wheels are available in various very fine fabric materials | Buffing compounds | Slow | Very smooth surface | Superb, best metal color |
| Material to be Buffed | Step 1: "Polish" (Coarse) | Step 2: "Cutting Down" (Semi-finishing | Step 3: "Coloring" (Final Buffing) |
| Steel - Cast Iron | Emery A* | Stainless B | White Rouge B or C |
| Stainless Steel | Emery A | Stainless B | Stainless or White Rouge B or C |
| Brass and Copper | Tripoli B | Tripoli C | White Rouge C |
| Aluminum | Tripoli B | Tripoli C | White Rouge C |
| Die Cast Zinc | N/R | Tripoli C | White Rouge C |
| Solid Gold | N/R | Tripoli B | Jewelers Rouge D |
| Solid Silver | N/R | Tripoli B | Jewelers Rouge D |
| Gold Filled, Gold Plate, Brass and Copper Plate | N/R | N/R | Jewelers Rouge C or D |
| Silver Plate | N/R | N/R | Jewelers Rouge D |
| Chrome Plate Nickel Plate | N/R | Stainless B | White Rouge D |
| Pewter | N/R | Tripoli B | White Rouge C or D |
| Hard Plastics | Stainless or Tripoli B | Stainless C | Plastic D |
| 'Buffing Wheel Types: (A) Stitched Sisal (B) Stitched Muslin (C) Loose Muslin (D) Cotton Flannel N/R - Not Recommended | |||
Wheelpbypis and Brushes
Just as there are numerous polish and buffing compounds, there are also numerous buffing wheels to go with them. There are cotton wheels, chamois wheels, bristle brush wheels and more. Cotton buffing wheels are the most common, felt wheels are also popular as are the brushes. Chamois wheels are great for final buffing, but they are also fairly expensive.
Most buffs come in size from 2 to 6 in. diameter, and also in a variety of special shapes such as those used to polish the inside of rings, cups and bowls, crevices, etc.
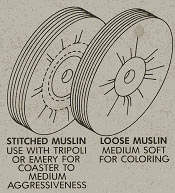
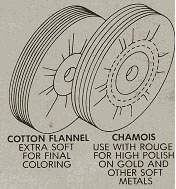
Cotton muslin and cotton flannel are the most used buff. The cotton muslin buff also comes in a treated version that some people like when they apply Tripoli, bobbing compound or Grey Star type products. The treatment, usually yellow, aids in keeping the compound on the wheel. The cotton flannel buff is made from a canton flannel or a domet flannel. Canton flannel is a plain-weave or twill-weave cotton fabric with a long, fleecy nap usually on one side only. Domet flannel, which is the softer flannel, is a cotton warp and wool weft, flannel.
Buffing wheels are also stitched in different patterns. Concentric circle and radial stitching are the most common patterns. A buff stitched with just one row of stitching near the center is called a loosely stitched buff. The more rows and the closer the rows, the stiffer the buff will be. Loosely stitched buffs are generally used for final buffing with rouge, and will flare out to give a wide-angle ultra smooth polishing surface. The stitched stiffer buffs are generally used with a cutting compound like Tripoli. There are also many special purpose cotton buffs like the cotton yarn buff used in shoe polishing machines. The faces of these wheels are pre-raked to accept compound immediately.
Sisal wheels, generally not used in jewelry making are made of layers of woven tampico and cloth, and are aggressive extra firm buffs and are used mostly on stainless steel. Sisal is a slender, hard, cellular strand of fiber that has demonstrated its great strength and tough resiliency in the form of binder twine, cord & rope for many years. These qualities, along with its natural abrading and grease absorbing characteristics, provide an ideal buffing wheel fabric.
Pleated or vented cotton or sisal wheels are another type of non-jewelry wheel. These buffs run cooler and carry more compound and are very aggressive.
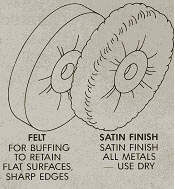
Hard felt wheels are used with a variety of compounds. Felt buffs are made of tightly compressed wool fibers and are used where flat surfaces, designs, sharp edges and flatness must be maintained. Craftsmen who make knives are big users of hard felt buffs because they maintain the smooth, sharp lines of a highly polished blade.
These hard felt buffs are very useful but care must be taken as they can produce a line or ring on a piece of jewelry
Chamois buffs are used with buffing compounds only. They tend to last longer than the muslin buffs and generate less lint. They are also less prone to snagging small parts while polishing. Chamois buffs are used to get a very high luster on gold and other soft metals.
Brushes are intended to reach into tight recesses and are used with a variety of compounds. However, they will not produce the same degree of luster as can be obtained with buffs.
One handy buff of synthetic fibers uses no compound at all, as the fibers are coated with special abrasive materials to impart a very attractive brushed surface texture to metals and soft plastics. These special buffs come in medium and coarse grades.
One of the most important things to think about in polishing of precious metals is handling, or at least the avoidance of it. Sweat is very acidic. Every time a metal is handled, unless some kind of preventative steps are taken, such as gloves or cloth, acid is transferred from the hand to the item, preserving waxes are removed and protective ions are disrupted allowing the acids to begin the action we call oxidation.
When we polish something, the surface of the metal is smoothed directionally, making the ions on the surface line up like soldiers. This not only makes the piece look good but it also helps by placing a barrier that the acids and salts have to penetrate and disrupt for the oxidation to occur. We can avoid this enormously by not handling anymore than is necessary. LOOK and ADMIRE, but don't touch. Remember this when you are finished with your handiwork restoring the piece to its former glory.
We do not discuss buff spindle speed or surface speed in this report. That topic is another full report in itself. As a guideline for us, we can say that the looser the buff the slower it must run to do its work properly.
 |  |
 |  |
Metal Preparation Materials
Even though these materials are not in the same category as the others I have chosen to include them for their basic material ingredients.
GMX Abrasives
GMX is made of long lasting Aluminum Oxide grit in a unique composite of laminated cotton fiber and a rubber bond.
Cratex Abrasives
Cratex is a tough, resilient, rubberized abrasive that utilizes silicon carbide as the abrasive grain in a standard bond of premium grade, oil-resistant chemical rubber.
Beartex Abrasives
Beartex is made of a cushion-type nylon web impregnated with Silicon Carbide abrasive
"Mizzy" Heatless Abrasive
These very hard wheels are made of silicon carbide in a resinoid bond.
Cera Abrasive
This product contains ceramic particles mixed in a rubber carrier.
Dedeco Abrasive
Dedeco's rubberized abrasive wheels for polishing gold and silver.
Silicone SiC Abrasive
Fast-cutting silicon carbide abrasive is uniformly dispersed throughout a silicone rubber bond.
Blue Silicone Abrasive
Blue Silicone Wheels.
Elite Abrasive
These wheels and cylinders contain silicon carbide grit in a silicone rubber
Rubber Pumice
Soft, flexible rubber wheels compounded with pumice abrasive.
Blaze Silicone Abrasive
Blaze incorporates a coarse (100 grit) silicon carbide abrasive with a silicone rubber bond.
Glossary of Selected Polishing Terms:
- Binder - Part of compound which holds abrasive on polishing buff.
- Bobbing - Use of graded abrasive on wheel with rigid binder.
- Buffing - Use of grease compound on buff to produce polished surface.
- Carrier - Same as binder, but also includes water in the case of liquid compounds.
- Close Stitched Buff - Buff where spiral rows of stitching are 3/8″ apart or less.
- Composition, or Compound - The material applied to the face of a buffing wheel to enable you to obtain the finish you desire. It consists of abrasives, which do the work, held in suspension by wax or grease, which acts as a binder to hold the abrasive to the buff.
- Coloring - The final buffing, which is done with various softer or finer compositions to bring out the natural color or luster of the material.
- Dressing - grinding wheels, using a special tool to "true" wheel the surface.
- Ferrous - Refers to metal containing mainly iron i.e. mild steel, stainless steel, and carbon steel.
- Flanges - The metal discs between which buffing wheels are mounted.
- Greaseless Compounds - Graded abrasive and glue compound to produce satin finish.
- Green Compounds - For use on stainless steels, contain chrome oxide to produce deep color.
- Grinding - First operation followed by buffing.
- Lapping - Type of engineering polishing, where dimensional accuracy is more important than reflectance.
- Mohs scale-Order Based on Scratch hardness -
- 1 Talcum
- 2 Gypsum
- 3 Calcite
- 4 Fluorspar
- 5 Apatite
- 6 Felspar
- 7 Quartz
- 8 Topaz
- 9 Corundum
- 10 Diamond
- Mop, Mopping - Another term for buff, buffing.
- Non-ferrous - Metal not containing iron i.e. brass, aluminum, copper, pewter
- Orange Peel - Surface imperfection which looks like the surface of an orange.
- Organic Solvents - A family of volatile chemicals used for degreasing.
- Particle Size - Abrasive particle size has a profound effect on compound performance.
- Peripheral Speed - Speed of the outermost surface of the polishing buff
- Polishing - General term for bobbing and buffing.
- Pressure - Refers to weight exerted on component by rotating buff.
- Removal Rate (of stock) - Rate at which metal is removed.
- Rouge - Name given to iron oxide grease bars for polishing precious metals.
- Speed - Usually referred to as surface speed of buff face.
- Stainless Steel - Many different types, 18/8 and 316 grades are the commonest.
- Wheel Diameter - Size of the polishing buff. Double the diameter and you double the surface. i.e. peripheral speed.
Related Articles
Grinding Wheel Safety Rules

Pulse Shaping: Energy Over Time

Gold Alloys Using X-ray Fluorescence
Tool and Equipment Checkpoints





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
