
Enameled Jewelry of Hali Baykov
9 Minute Read
The modern designer-jeweler must contend with a great range of alternative ornaments: with antique pieces and diamond studded ornaments, with their high intrinsic investment value; with less costly day wear jewelry from many freelance makers; and with a huge range of semi-mass produced objects. Nevertheless, enameled jewelry can compete on different levels with what is offered by others: outstanding pieces can be made with these materials with the enticing visual qualities and calibre of craftsmanship that makes ornaments desirable in their own right, and that turns an item of jewelry into a jewel.

Hali Baykov is one of the present day jeweler-designers, living and working in Britain, who makes fine, wearable jewelry with outstanding designs, blending tradition with innovation within the appropriate use of enamels.

The designs for Hali Baykov's work are clearly inspired by fauna and flora, as well as by fantasy, so that the elusive natural forms and colors are translated into the medium of metal and enamels. The more complex designs, often effectively representing miniature sculptures, are necessarily highly planned constructions. That planning is especially needed for the subtly mobile, or tremblant, elements of neckpieces and tiaras. Collar-style neckpieces are usually made to measure for the intended wearer, so that everything lies correctly and can be easily put on and taken off. The closures are elegantly integrated, for instance, in the style of an S-shaped spring, coming together and holding a neckpiece by slight tension.

The 'engineering' approach in structuring forms, thus angling and contouring surfaces, as well as the engraving of the metal surface, contribute to the way that the translucent enamels are enhanced, letting light strike from different angles, to increase the liveliness of the glaze when the jewelry is worn.

The colour balance is tested out for each design. This allows laying colors in a planned sequence, firing one over the other to blend the translucent tones. Specific hues can be obtained to compliment or contrast with the gemstones inset into a design, or for gradiated tones over engraved silver.
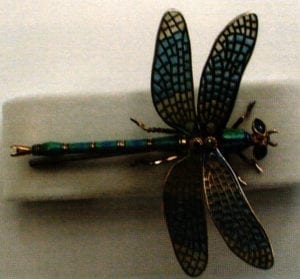
The attention to detail contributes to the very luxurious appearance of the finished objects. This extends to the working of the backs. For pendants and neckpieces, the unseen sides as well as the more visible gold or silver forms and mounts are left with a semi or high polish, making the pieces smooth and pleasant to the touch. For insect-shaped brooches, the undersides are completed to show the tiny legs of each creature tucked neatly under the fixing pins. To strengthen delicate forms, a gallery is soldered to the underside, contours of the metal. The hinges and worked as a narrow openwork strip, following the other accoutrements for fixing pins follow the same principles of strong construction and correct alignment. Fixing pins for brooches are angled to ensure each piece 'sits' well at an angle to catch and reflect light. If appropriate, twin pins are used to balance larger brooches in wear. This helps to make the pieces both flattering and comfortable to wear, and contributes to the durability of the jewelry.

The hallmark for Hali Baykov is - H B in an escutcheon with straight top and bottom and rounded sides, and she has been using this since 1984.

Background in jewelry designing and making: The projects are worked out with the precision learned when originally training and working in commercial art as a graphic designer. The manner of aligning forms for wear and to maximize the effective contours of surfaces comes partly from a period of training working in the advertising field. The traditional metalworking techniques, including casting and engraving, were learned during formal training as a jeweler and as a diamond mounter. Traditional enameling techniques were learned chiefly at the Sir John Cass School of Art in London. With this background, Hali Baykov developed her own style; her exploration in the processes is on-going, with continuing interest in modern technology and new ideas.

Technical details.
These are broad general notes, as individual adjustments are involved for each piece.

Preparation:
Designs are sometimes produced with photo-etching to give the initial cutting down for the surface, or to mark out the preliminary outlines for plique-à-jour, basse taille or champlevé, then followed by piercing out or engraving in the studio. The process needs the design to be drawn to double the final size, which is then reduced to the required dimensions for the photoetching process.

Metal bases:
Work is predominantly on silver 1 mm to 1.3 mm thickness, using Sterling Silver, or occasionally, for strength or color, Britannia or hardenable qualities. Gold is used for selected sections and mounts for gemstones when required.

Use of a gallery:
The gallery of jewelry making is a 'girdle' in the form of an openwork strip of metal that is soldered to the reverse of contoured silver shapes. That gives the necessary rigidity and strength to the piece. This also serves to lift the piece to give clearance for the cheniers that are soldered in place where needed to take the pins and linking rings when the piece is assembled.

Hali Baykov gave insight into the making of strengthening galleries, as well as the hinges and pins for such jewelry, in the article published in Glass on Metal Volume 22 No. 2, April 2004, pp. 30/31*. [*The planned video, mentioned in that article, of her Masterclass of 2003 for the Guild of Enamellers, is now available. Details can be obtained from the Guild Librarian, e-mail: carolelockwood@blueyonder.co.uk].
Solder:
18 carat Gold Medium solder and Hard Silver solder are used for gold and silver objects, and these qualities will withstand the several [sometimes many] necessary firing stages at enameling temperatures.
Firing:
For work on silver the furnace is set well above 800° C [1472° F] to allow for the temperature drop when the door is opened and the workpiece is inserted. The fusing is monitored throughout. The pieces are supported at the most suitable angle, with the firing fixture adapted for each form. Everything is pre-tested on trial plates, and pieces are pre-warmed prior to firing and cooled slowly.
Findings:
Commercially made findings are adapted when suitable, but generally, the fittings and findings are made individually for each piece.
Polishing:
For sections without enamel, these are sometimes tumble polished then hand finished prior to assembly of the piece. The finishing usually for metal and enamel surfaces is with the use of an electric polishing machine set at a suitable speed. Polishing of the enamel surface, after the last firing, is with pumice and water, used together as a thing paste or slurry, applied by mop, then the commercial polishing agent HYFIN is used for the last stage of polishing. Rouge is used for the last stage only if a very high polish is needed, and preferably it is not used. Hand polishing is often essential for the finishing, for full control of degree of gloss, semi gloss or matt finish. Where necessary, cotton tape or string are used to polish narrow spaces and convoluted surfaces.
Related Articles

The Work of Mark Rooker

Henry Steig
The State of Metalsmithing and Jewelry

Western Perspective





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
