
Cultured Baroque Pearl Necklace
This story details manufacturing and assembly steps for a cultured baroque pearl necklace with yellow gold design elements. pearl necklace. The featured necklace combines cultured white baroque pearls with cultured naturally colored freshwater baroque pearls and 14-karat yellow gold links. White pearls threaded on gold wire bridge the colored-pearl-accented gold center and side pieces. Pearls alternating with gold roundels are strung on silk using traditional methods to complete the necklace pattern.
5 Minute Read
This story details manufacturing and assembly steps for a cultured baroque pearl necklace with yellow gold design elements.
 | The featured necklace combines cultured white baroque pearls with cultured naturally colored freshwater baroque pearls and 14-karat yellow gold links. White pearls threaded on gold wire bridge the colored-pearl-accented gold center and side pieces. Pearls alternating with gold roundels are strung on silk using traditional methods to complete the necklace pattern. |
 | With the concept of the necklace and materials laid out, the next step is the design and production of the yellow gold links. The individual elements were created using computer aided design technology (CAD) and the waxes were produced by the computer aided manufacturing (CAM) process of milling. Milling a wax model is a subtractive procedure and when completed, the parts are held in place by a wax framework. The excess wax was removed by hand using a Foredom Wax Carver wax pen and a Foredom Micro Motor. Finishing these tiny wax models for casting requires a light touch and the smooth running Micro Motor, controlled by the blue and white box featured in this image. The Micro Motor delivers high speed eliminating grabbing or wandering over the fragile surfaces. The operator has the choice of using the dial or foot control to operate the handpiece. |
 | The framework for CAM needs to be sturdy enough to hold up during the milling process, which often leaves the task of freeing a delicate form from a block of wax. The Foredom Wax Carver wax pen is used to gently remove the excess wax from the models, leaving a minimal amount of finishing prior to casting. |
 | The Foredom Wax Carver wax pen control box is small, measuring 2 1/2 by 2 by 3/4 inches. The temperature is controlled by an adjustable dial and quickly generates heat to the wax pen tip. The wax pen cord plugs into the bottom portion (output) of the control box, is flexible and comes with an assortment of tips. |
 | The Foredom Wax Carver wax pen was used to assemble the casting tree. Sprues were attached to the links and then to the rubber base prior to investing and casting |
 | After casting, the sprues are removed from the tree assembly by sawing and filing. After filing, 3M's Radial Bristle 3 inch discs are used on the dial-controlled variable speed Foredom Bench Lathe to eliminate the tool marks and to create a semi-lustrous matte finish. The yellow wheel featured in this step is 80 grit. |
 | The bristle discs come in a color-coded progressive grit assortment. This blue wheel is 400-grit and produces a matte finish. The finer grit bristle discs would produce a high polished surface without the use of polishing compound. For this procedure, the links are held so only the ends of the bristles come in contact with the part being pre-finished. Tip: The link parts are held by a small wire for easy handling and manipulation during the abrasive procedure. |
 | The blue bristle disc produced a semi-lustrous matte finish which is the desired outcome for the links. Next, small posts for mounting the cultured pearls are soldered on each link. After soldering with easy solder, the links are pickled and rinsed. To brighten up and even out the matte finish, they are placed in a magnetic finisher for 20 minutes. With the links pre-finished, the necklace is now ready to assemble. |
 | The colored freshwater pearls need to be half-drilled for mounting on the necklace links. A Foredom drill press is used to half-drill the cultured pearls. Using an indelible ink pen, a mark is placed at the precise location for the drilled hole. The Foredom drill press has an adjustable table and holding device for a No. 30 handpiece. It also features a depth control. The handpiece is driven by a Foredom Series SR flexible shaft and a foot control. |
 | The cultured freshwater pearl is held securely for drilling by blunt tweezers with cushion tabs. The drill press is lowered and the pearl half-drilled. For this procedure, medium speed and light pressure is used. Care is taken so neither the pearl nor the drill is overheated. |
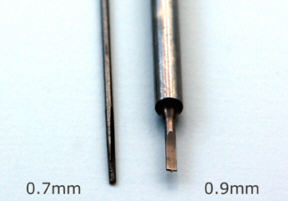 | Featured are 2 types of pearl drills. These chisel-type drills are preferred over the use of standard twist drills that can damage or chip the nacre (outer surface) of the cultured pearl. Pearl drills are available in different sizes. |
 | For drilling, the pearl is firmly held in place with a holding device. This holding device features modified tweezers with dense, cushioned contact pads placed inside the opposing surfaces. The contact pad protects the pearls from damage. |
 | The larger white baroque pearls are full-drilled for stringing. However, the pearls for the center portion of the necklace will be threaded on 14-karat gold wire. To accommodate the larger diameter wire, the holes in the cultured baroque pearls are re-drilled and made larger. For enlarging the holes in the pearls, the pearl drill on the left of image 11 is used and the pearls are simply held by hand. A Foredom SR flexible shaft with a No. 30 handpiece were used for this step. Designated pearls for the strung portion of the necklace are also enlarged to accommodate 'finishing off'. The cultured freshwater pearls are glued into the links using a 2-part epoxy. The fit between the post and pearl is snug. After applying the epoxy, the links are set aside while the glue cures. |
After the glue has fully cured, coarse polishing compound is used on the links prior to final assembly. With the goal of a lustrous matte finish, coarse compound with very light pressure brightens up the links but doesn't put a shiny polish on them. To keep the compound from getting in the operator's face, the reverse direction on the Foredom Series SR is used. This feature forces the debris away from the operator. (In this image, the switch is in the forward direction. Toggling it to the right puts the flexible shaft motor in reverse.)
After the coarse polishing step and cleaning, the necklace is assembled. The pearls are threaded onto 0.80mm 14-karat wire. A gold spacer is placed between the cultured freshwater pearls and loops made at each end. After the pearls and spacers are in place, the loops are laser welded. The remainder of the pearls and gold spacers leading to each clasp end is strung on silk using traditional methods.
Foredom has compiled an assortment of flexible shaft and small bench motor accessories. The variety of bench abrasive products is the most comprehensive selection from one source. It is catalog 350A and can be obtained by contacting Foredom.
Related Articles

2014 Hottest Colored Stone Hues

950 Palladium: 22K Granulation Wedding Band
Safety Notes for Jewelers on Pitch, Chasing and Repousse

Objects of Contemplation





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
