
Bezel Setting Using a Lathe
4 Minute Read
Bezel setting the center sapphire is normally pretty straight-forward, but I would like to share a few tricks that have helped me improve the outcome. Please follow along as I bezel set this sapphire using a lathe or a watch-maker's lathe.
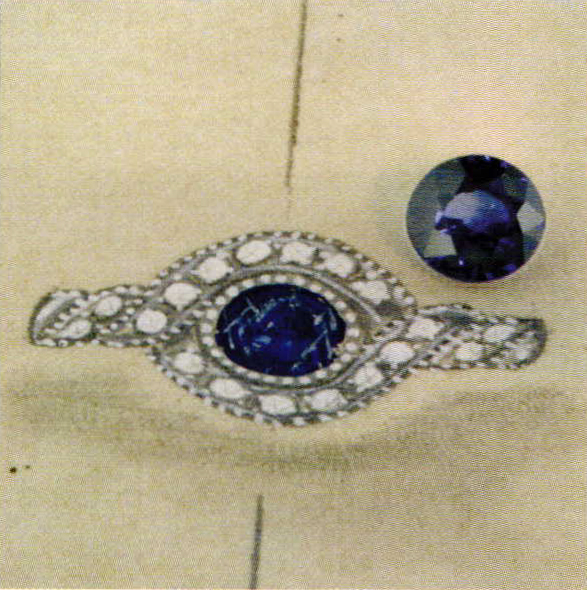
Recently this design for a sapphire ring came to my bench. My instructions were to carve a wax model and have the mounting cast in 14 karat white gold. The ring was to have twenty-two .01 ct. diamonds bead and bright set around the sides and this .69 ct. round sapphire bezel set in platinum (for durability) and mounted as the center stone.
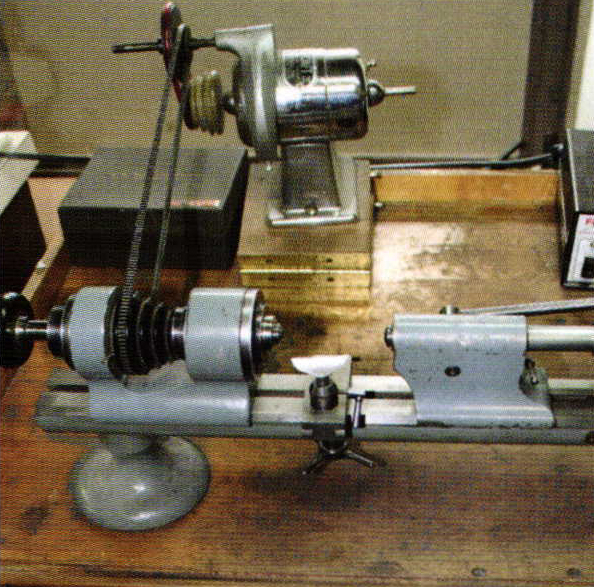
This watch-maker's lathe was made by the Derbenshire Lathe Company sometime during the 1940's, and was purchased from the U.S. Navy as surplus. It was originally used by machinists to manufacture the small parts that went in the mechanical navigation equipment of warships. Throughout its history this lathe has been kept in great shape and it's the prefect tool to help me bezel set that sapphire. In case you're interested. I've seen similar lathes sell for about $400 on EBay. If you get the accessories, a reversible motor and good selection of collets your total cost may be close to $700. It's a good investment in a great old tool.
Bezel Setting Using a Lathe | |
 | I'm starting with a piece of seamless 6mm heavy wall platinum tubing. The sapphire measures 5.6 mm and will almost slide into the tubing. |
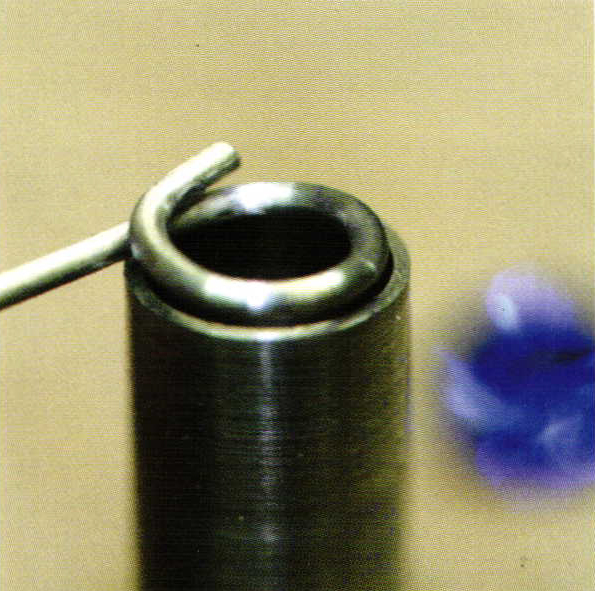 | My first task is to make a platinum jump ring that I will solder down inside the tube. The sapphire will need a support to prevent it from sliding down into the tube. |
 | The support is being soldered in place with 1600 platinum solder. This is a hidden joint so I don't need to use a harder solder. I always use natural gas and oxygen when I solder platinum. It's a very clean burning fuel and does a great job. |
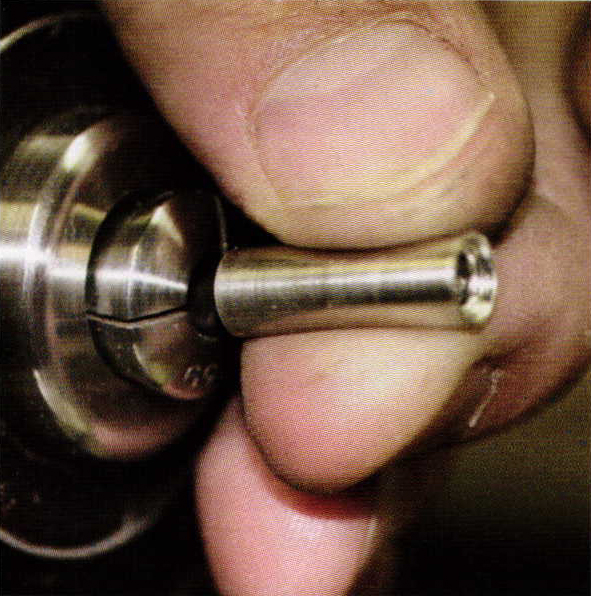
Bench jewelers arc accustomed to working with flexshafts that hold items in three-jaw chucks. Lathes use very precise, interchangeable, collets to hold parts. My platinum tube is being inserted into a number 59 collet that will, in tum, screw into the headstock of the lathe. The openings in lathe collets range in size from .01mm to 8 mm and are graduated in .01 mm increments.
These collets are the expensive part of a lathe as each one can cost $15 or more. You don't need to have all ninety of the collet sizes, but a good selection of forty different sizes would work well.
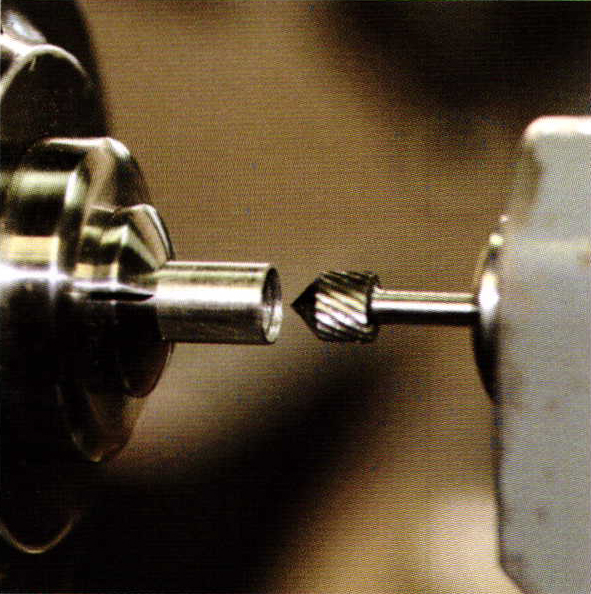
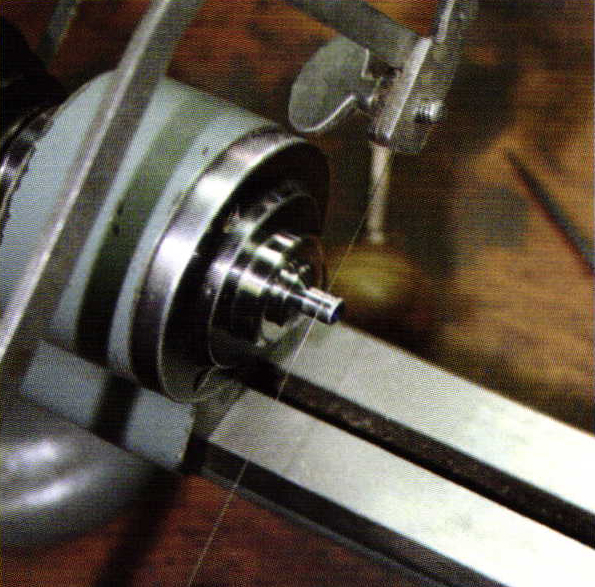
This lathe is a high quality machine. It has the added benefit of having a tailstock in which I can place a second collet to hold various tools. The tailstock seen here on the right is holding the setting bur. The headstock which holds the tubing spins while the bur stays stationary. As you can imagine a very precise seat can be cut using a set-up like this.
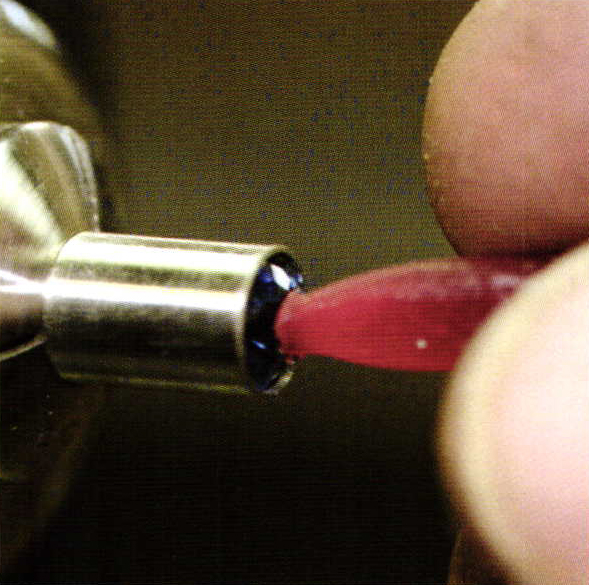 | After the seat has been cut in the tubing, the sapphire is inserted and held in place with a small amount of red sticky wax, sometimes called boxing wax. The stone should fit snuggly, but not overly tight. |
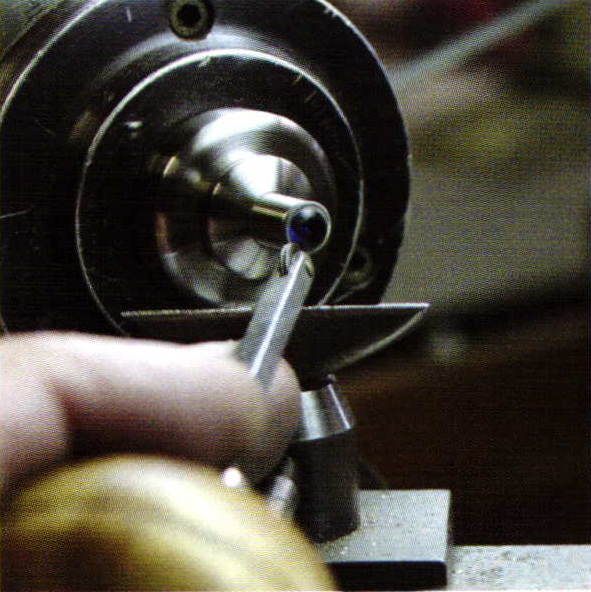
 | The sapphire will be burnish set into the tubing. For a burnisher, I use an old barrette file whose edge has been highly polished on a split lap. |
 | As the tube spins, I can hold the file at the top and bottom, apply pressure and roll the edge of the tube over the sapphire. A small amount of oil on the burnisher helps to lubricate the gummy platinum and produces a nice, clean bezel. This process does not require a lot of pressure, but a firm hand is good. |
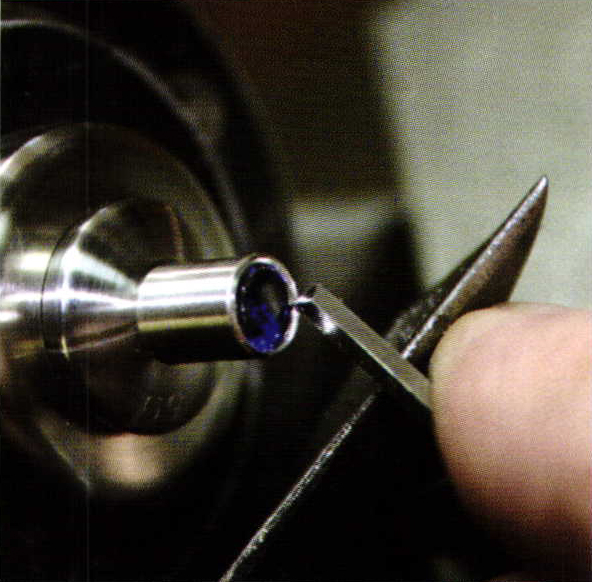 | A lathe usually comes with a small accessory called a "T-rest". I have the t-rest positioned just under the spinning tube and use it to support a flat graver. The graver is being used to trim off any waves on the inside the edge of the bezel. Care should be taken so that the graver doesn't bounce across the sapphire's facet junctions that can damage the stone. Using this same method I have set very fragile stones like emeralds and opals. |
 | Here the t-rest is being used to support a large diameter milgrain tool. This milgrain tool has a head that is 6 mm in diameter. These tools are normally used to milgrain wedding bands, but work well in this situation. Milgrainers like this are readily available in tool catalogs and cost about $50 each. Small diameter milgrainers work also. |
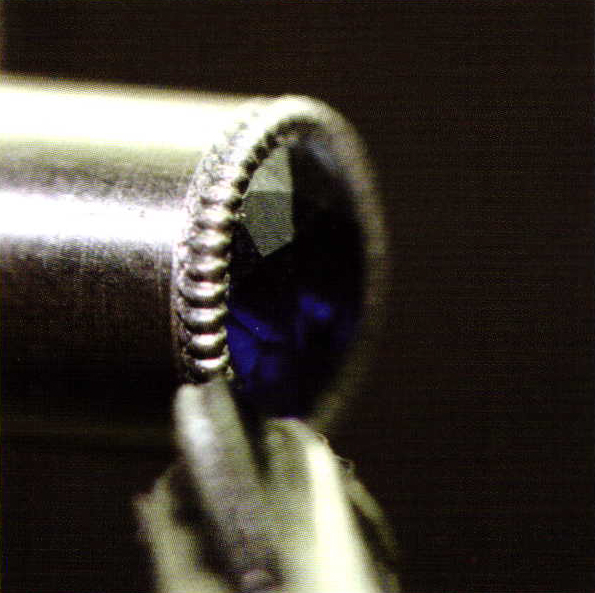 | This close-up shows you the excellent detail that can be achieved through this method. This sapphire took a total of fifteen minutes to set. |
 | Before I cut my bezel set sapphire to the proper length, I like to polish the entire unit. The extra length of tubing makes a nice handle for polishing. |
 | After polishing, the tube is put back into the lathe and then cut to the desired length using a saw. |
 | The set sapphire is then inserted into the completed mounting and can either be soldered or laser welded in place. I do prefer soldering in these situations because I can achieve a cleaner looking seam. |
The finished ring came out well and my customer liked it very much. Lathe setting is much more than just a trick or gimmick. The completed work is very clean and even. This setting method works beautifully for making simple tube set stone earrings and pendants. It is a fast way to set stones and it's a lot of fun. I can guarantee that once you try it you'll be changing your designs to incorporate tube set stones.

For those of you keeping track, this ring took just over 16 hours to complete.
Related Articles

How to Create a Basic Link Chain

Resizing Damaged Rings

Pocket Watch Hinge Repair

How To Make Leaves from Metal





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
