
Ashante Casting
13 Minute Read
In 1965, while visiting near Kumasi in Ghana, Max Frohlich first saw the process of Ashante casting. At the time he was serving as "external assessor of exams" at the university in Kumasi. He had a few days free after completing his duties before his fight back to Zurich, and discovered that there were craft villages nearby. These were organized by the type of craft they produced: weaving, pottery and casting. At the casting village, in a courtyard of pounded earth, he saw smiths making beeswax models, covering them with clay, and firing them in a handmade furnace. Although an established metalsmith and teacher Max was thrilled by the results. "It was absolutely new to me," he would say later. "I saw something I could never do in Europe - fine thin castings, beautiful castings with the most simple things in the most simple way."
History
Ashante casting (also spelled Ashanti and Asante) is a lost-wax gravity technique which is similar to the foundry-style casting of today. The distinguishing aspect of the Ashante process is that it is "closed-circuit." Most lost-wax gravity casting is done by pouring hot metal into a clay mold. In the Ashante process, however, the metal crucible and flask are one unit. This entire unit is fired up to the flow point of the metal within and then inverted to allow the molten metal to pour into the wax cavity. There is no direct pouring of metal into an open flask; neither is centrifugal force used.
This method is particular to the people of the Ivory Coast, Ghana, Nigeria, Benin, and Cameroon. Sub-Saharan Africa has an environment rich in natural resources for making models and the outer clay coating. Hardwoods serve as fuel for firing. Naturally occurring gold deposits have been used not only to fashion objects but to attract trade as well. Although lost-wax gravity casting with bronze was in use around AD 1000, there is no hard evidence to indicate when closed-circuit casting began. It is also unclear whether closed-circuit casting arose from within this region or was introduced from outside. A century prior to European contact, West Africa had established trade routes reaching as far east as India, where the technique may have originated.
European trade did not begin until the latter half of the 15th century when the Portuguese reached the shores of Ghana. In 1502 trade records indicate that the Akan people produced 2,000 ounces of gold manillas and jewelry which was shipped back to Europe and melted into bullion. The English and Dutch also established trade and much early Akan goldwork was destroyed. This pattern of destruction makes it nearly impossible to pinpoint the earliest forms of gold casting.
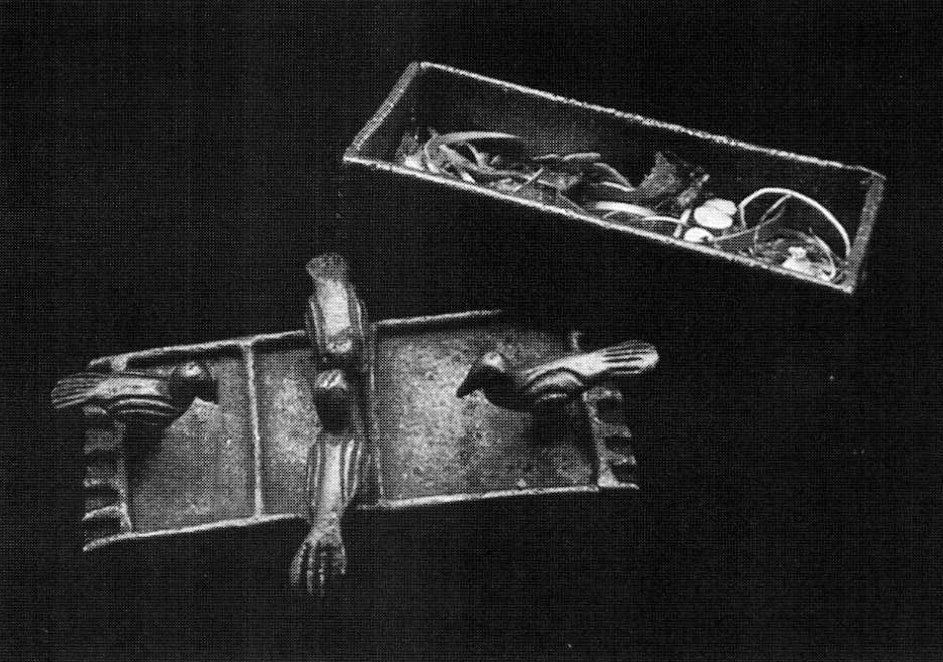
As trade with the Europeans increased, so did local mining. By controlling trade and the gold fields, the Ashante became the most powerful state of the Akan peoples, with the Ashante king amassing great wealth for the state. Gold dust was used as currency, and goldsmiths became a privileged class. The goldsmiths were responsible for the casting of jewelry and royal regalia. They also produced the cast brass weights and boxes by which gold dust was measured and stored. During the 18th and 19th centuries, production of gold and brass castings reached its peak.
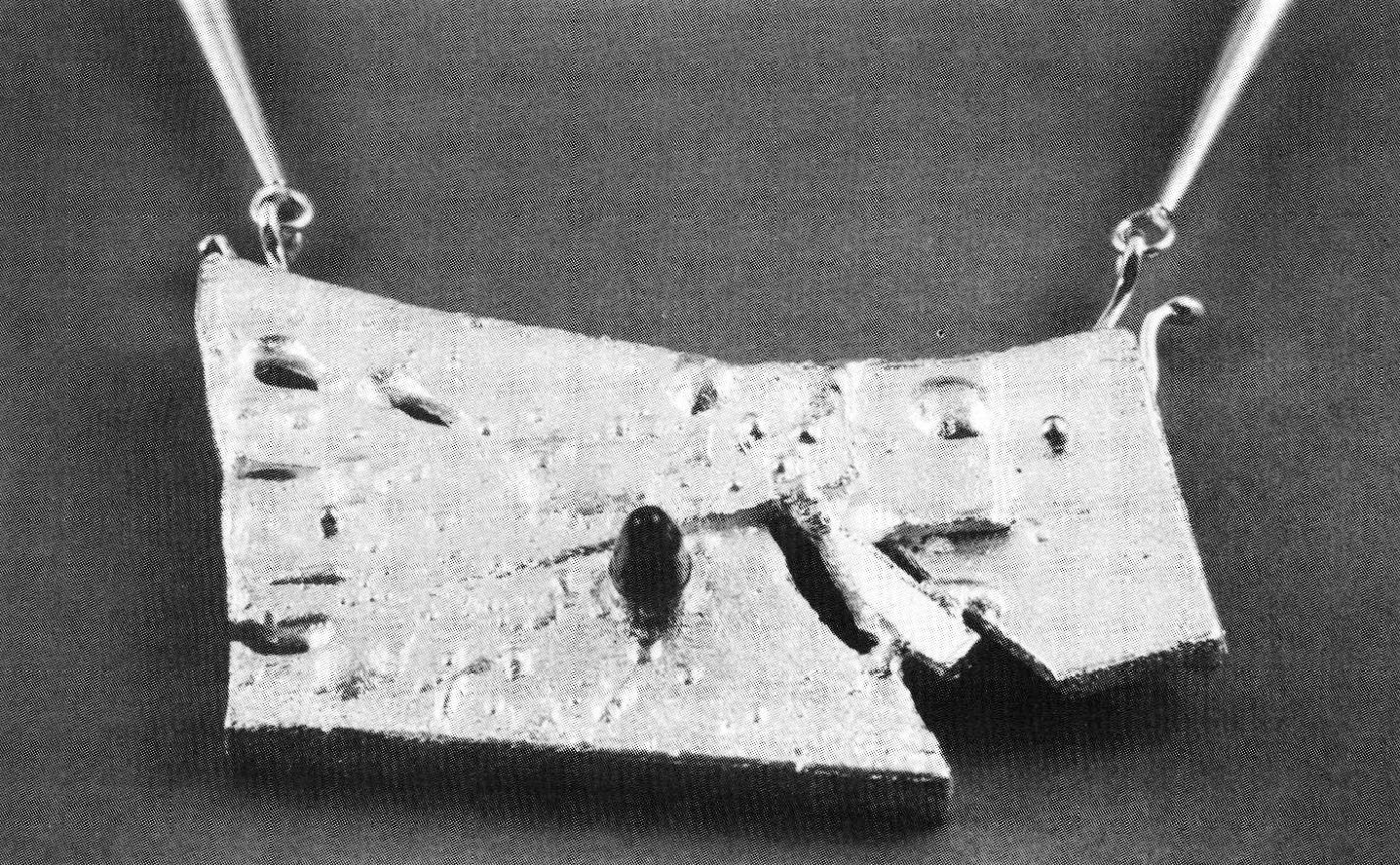
The castings fall roughly into three categories: castings from nature, geometric images and representational imagery. Natural cast forms, for which objects from nature are cast directly, include shells, beetles, plant pods and seeds. Geometric images include flat discs up to 4 inches across, rectangles, tubes, hollow spherical beads and more complicated forms. Representational imagery includes human figures, animals and tools, serving to illustrate proverbs and scenes from daily Akan life. Proverbs were in common use, both as a distillation of traditional wisdom and as a means by which the chiefs, priests, elders and spokesmen mediated between the king and his people. The use of such imagery has a dual purpose, combining utilitarian function with a method of conveying verbal concepts.
The castings are beautifully complex with rich detail. Smaller castings are generally solid, and ones larger in scale are hollow to conserve metal. These hollow castings can be extremely thin and free of porosity. The surfaces achieved are the result of highly skilled and proficient wax working. Wax threads as thin as 26 gauge are rolled from beeswax using a wooden paddle, inverted board, palm oil and warm water. The wax threads are then tightly coiled or wrapped around clay forms to fashion beads, portrait masks and animals. Solid castings are often made by cutting or pinching wax into shape, and then further tooling this shape with a hot needle. Wax details are fused on as embellishment. This methodology, although historical in nature, is still being practiced in West Africa today. Brass castings of weights, boxes and tourist items are commonly found in marketplaces in Ghana and Cameroon. Gold castings are usually reserved for commissions to the Ashante state.

What Max Fröhlich observed in Ghana in 1965 were contemporary expressions of Ashante casting using centuries-old forms and techniques. At the time Fröhlich was already a major figure in European goldsmithing. He was head teacher in the metalsmithing department of the School of Applied Arts in Zurich, and had been awarded the Golden Ring of Honor by the Society of Goldsmiths. In spite of his European commitments, he was able to pursue his interest in Ashante casting during his returns to Kumasi to serve as external assessor. He continued to visit the casting complexes and learn from the local goldsmiths. Initially, he simply watched, but eventually he was invited to participate directly in the casting. In order to inspire other goldsmiths and to point out the technical virtuosity of Ashante casting, he published a paper on the process in 1975.
In 1977, Fröhlich returned to West Africa, this time to the grasslands of Cameroon. While there he was asked to help with technical problems of porosity in brass castings. He was able to share information he had gathered from the goldsmiths of Ghana with their counterparts in Cameroon. This led to a more detailed analysis of wax work, investment using local clays, furnace making and firing.
His analysis of West African casting allowed Fröhlich to establish a European equivalent of this technique and continue his commitment to sharing information. He and his wife, Ruth, conducted workshops in Ashante casting in various schools in Switzerland, Germany, Austria, the Netherlands and England. "I thought it could be interesting for goldsmiths and sculptors to cast in this way," he said. "Perhaps it could be a way of working for us."

Ashante casting made its way to the United States in 1986, when Max and Ruth Fröhlich hosted their first workshop at the Haystack Mountain School of Crafts. The three-week workshop allowed students to have hands-on experience with every aspect of the technique. The Fröhlichs then gave lectures and demonstrations at the Tyler School of Art and the Cleveland Art Institute. In 1991 they returned to Haystack, where they worked tirelessly with a class of professional metalsmiths and advanced students for two weeks. Haystack provided an environment with the intense sense of community found in a casting village. In the shanty that housed the two handmade kilns, Max Fröhlich would squat at eye level to the kiln in use, as he had done in Africa, to read the subtleties of the fire. Ruth Fröhlich would carefully mix investment clays and knead them to the correct consistency. Teaching was by example rather than words, and very few motions were wasted. Almost 90 castings were made, from small intricate beads to large hollow vessels and wall pieces.
Flask Preparation and Firing
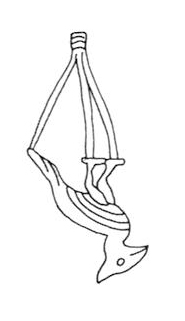

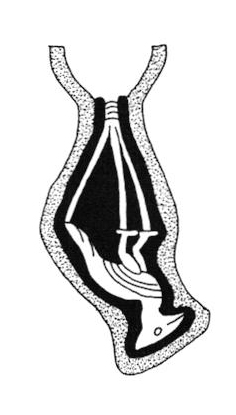
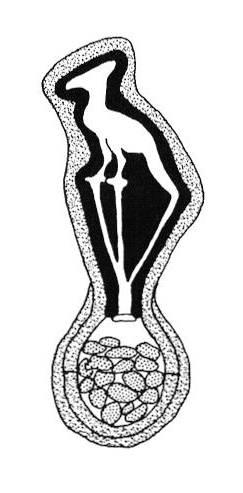
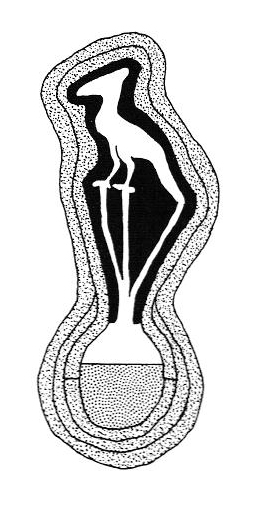
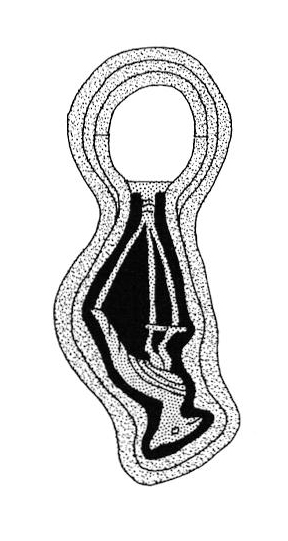
Based on illustrations by Max Fröhlich
Process Overview
Ashante casting, as adapted by Max Fröhlich, requires a series of detailed steps. Some of these can be dangerous unless proper safety precautions are used. In particular, one should be aware that brass casting produces toxic zinc fumes, necessitating the use of a respirator and outdoor firing. The following description is not meant as a teaching guide but only as an introduction to the process.
Perhaps the most important part of the Ashante technique is making the wax model, for it is here that one begins to exploit creative possibilities. Raw beeswax is traditionally preferred because of its ability to be worked into thin sheets or wires. Commercial waxes, although more brittle, may also be used. The wax can be worked simply with the aid of an alcohol lamp, spatula and needle tool. Parts can be welded together with the heated tip of the needle tool. When the model is finished, wax sprues must be added to form a vent for the release of gas and a passage for the metal to enter the mold. The wax model, once weighted, is ready for investment.

There are two clay bodies used in the investment process. (1) The Fröhlich charcoal clay, used as a face coat around the wax model, contains 1 part fine grog and 1 part charcoal powder by volume, to which is added 10% bentonite by weight. These are thoroughly mixed with water and several tablespoons of alcohol to a creamy consistency. This must sleep for 24 hours before use. (2) The Fröhlich clay, used as the outer jacket and crucible, contains 3 parrs coarse unwashed grog to 1 part fine grog by weight, to which is added 10% bentonite by weight. Chopped grass or organic materials are also added. These are mixed with spring water until the clay is the consistency of pastry dough. This must also sleep for 24 hours before use.
To begin investing, the wax model is painted with alcohol to encourage the charcoal clay to stick. While still wet, a 1-mm-thick coat of charcoal is dabbed over the entire surface. Second and third coats, each 2 mm thick, are then applied, with drying time allowed between each coat. The charcoal coat preserves detail and carbonizes the atmosphere around the wax model, preventing porosity.
Coating the wax model with the outer clay involves several stages. First, over the charcoal clay, a thin layer of outer clay is applied by kneading the clay into walnut-size lumps and pressing these onto the moistened form. This layer is about 5 mm thick and is allowed to dry until warm to the touch. Second, the sprue area is built up to form the bowl of the crucible and allowed to dry. At this stage the wax is melted out over a charcoal fire. Finally the sprue hole is covered with a wax pad, and metal pieces added to the bowl and covered with newspaper. The bowl is then closed in completely with clay, forming a bulb-shaped crucible. The crucible can be reinforced with one or two extra layers of clay. The entire flask should be dry before firing. The West African equivalent of this clay body is high in silica and feldspar. Mixed with cow dung, the porous clay has less than 1% shrinkage and resists cracking.

A 15-gallon garbage can of galvanized steel serves as the outer wall of the Fröhlich furnace. At the base of the garbage can is a vent hole 3 inches in diameter. The garbage can is lined with a fiber-fax insulating blanket and refractory brick, which is mortared into place. At the bottom of the kiln is an air chamber, above which is a perforated plate of cast refractory cement, forming a false bottom. When air is forced into the chamber at the base of the kiln, an upward draft occurs. The charcoal fuel is burned from the base of the kiln upward, and heavily insulated side walls help maintain temperatures which can reach 2200°F (1200°C). The West African kilns are often made from old cooking pots lined with refractory cement or from stacked handmade bricks.
Firing is perhaps the most enjoyable part of Ashante casting. The entire process depends upon one's ability to "read the fire." Subtle changes in the color of the flame, coals and smoke are indicators of temperature changes within the kiln. The fuel must be a hardwood charcoal such as oak, maple or mesquite. Hardwood charcoals yield a slow-burning fire, producing an oxygen-depleted environment within the kiln. Firing can take from 20 minutes to 2 hours, depending upon the size of the pieces to be cast. To begin firing, the kiln is partially filled with charcoal and the flasks are placed crucible side down. After preheating for 15 minutes, small pieces of charcoal are rightly packed around the flasks, filling the kiln. The heat in the kiln is gradually brought up until a yellow-orange flame appears, the result of wax residue in the flasks burning off. An air source, either foot bellows or hair dryer, may be used until the coals at the top of the kiln are glowing. Periodically, the charcoal is tamped down and new charcoal added to the top of the kiln.

When the brass begins to melt, greenish-yellow flames are produced and a whitish-yellow condensation forms on top of the coals. Both of these indicate that toxic zinc fumes are being released. After the yellow-green flames subside, a white zinc smoke is produced, indicating that the flasks are ready to cast. The flasks are pulled from the kiln, drilled to release gas, and inverted to allow the molten metal to flow into the wax casting. The hot flasks are set aside for about 5 minutes until the metal solidifies. They are then quenched in water and cracked open to reveal the finished castings.
Viability for the Metalsmith
For metalsmiths, Ashante casting provides many benefits. The establishment of a small foundry is inexpensive, costing less than $200, and easily managed by one person. Castings from the intimate scale of beads to larger hollow forms are all possible using the same setup. The castings can be extremely thin, with high-resolution detail in which something as subtle as a thumbprint can show in the finished piece. The surfaces of the castings require little finishing, and a variety of metals, such as brass, bronze, silver, gold and shibuichi alloys, can all be cast with predictable results.
Ashante casting is a methodical and time-consuming process. It requires both patience and a willingness to learn from one's mistakes. These aspects may be viewed negatively in today's microwave society. However, the rhythm of preparation actually allows plenty of time for benchwork - waxes can be set aside, clay bodies need to dry. A true pleasure is that one works everything by hand, in direct elemental fashion, establishing an honest relationship with the material where cause and effect are clearly related.
Using this traditional technique, the goldsmiths of Ghana and Cameroon continue to create objects of distinctive cultural identity. In 1986, Ashante casting was introduced to the United States by Max and Ruth Fröhlich. They hope that this vital process, rather than re-creating West African forms, will be integrated into our artistic identity.
Sources
Interview with Max Frölich (1991) Haystack School of Crafts, Deer Isle, Maine.
Frölich, Max (1979) Gelbgeisser im Kameruner Grasland, Museum Reitberg Zürich, Switzerland.
Frölich, Max (1981) Das Gold in der Kunst West Afrikas, Museum Reithberg Zürich, Switzerland.
Gerrard, Timothy F. (1989) Gold of Africa: Jewelry and Ornaments from Ghana, Côte d'Ivorie, Mali, and Senegal, Barbier-Mueller Museum, Geneva, Switzerland.
University Museum, Philadelphia (1977) The Art of Gold Weights, The Anko Foundation.
Williams, Denis (1974) Icon and Image, Penguin Press, London, WCI.
Paulette J. Werger is a metalsmith and educator living in Madison, Wisconsin. She had the pleasure of working with Max and Ruth Fröhlich in 1986 and 1991 at Haystack School of Crafts. She has lectured on Ashante casting at the Yuma Syposium (1991) and offered workshops at Montana State University and Bonny Doon School.
Related Articles

950 Palladium: Selling Points

Tips for Casting Palladium

950 Palladium Bridal Jewelry Manufacturing

950 Palladium: Superior White Color





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
