
The Art of the Celtic Metalsmith
18 Minute Read
This research paper was presented at the Society of North American Goldsmiths Conference at Cranbrook Academy of Art in June, 1987. All photographs and illustrations are by the author, unless otherwise noted.
"The island is well people, full of houses, built after the manner of the Gauls, and abounds in cattle. They use brass money, and iron rings of a certain weight. The provinces remote from the sea produce tin, and those upon the coast, iron . . ."
- Julius Ceasar
Celtic Metalsmithing in Britain
Bronze technology came to Britain long before the second millennium BC, but it was not until the coming of the British Iron Age, around 500 BC, that the insular tradition of bronzesmithing (as well as goldsmithing) achieved true preeminence. British metalwork, and that of Continental Gaul, developed along roughly parallel lines until the second century BC. In its infancy Celtic an borrowed heavily from Greek and Estruscan designs (i.e., the palmette/lotus frieze), but, in due course, there evolved a uniquely Celtic sensibility known today as La Tene.

The La Tene style is characterized by an elegant, albeit daedalian, arrangement of scrolls, swelling lobes and palmette variations. La Tene ornamentation was not confined to Celtic jewelry but also embellished objects of utility including (but not restricted to) weapons, armour and horsetrappings. Celtic metalsmiths must have enjoyed an eminent status within their social hierarchy. As the Druid performed the role of philosopher/priest, the metalsmith was both artist and technologist, maintaining a repertoire of techniques so extensive that researchers today have yet to interpret them all.

The decorative bronze mirrors of the early first century AD perhaps best exemplify the accomplishments of Celtic craftsman in the south of Britain. Of the numerous examples that comprise the "Western Mirror School," the Desborough Mirror is one of the most complete. Its most striking feature is the ornate, symmetrical pattern engraved upon the mirror's back. The intense interplay of positive and negative space, so characteristic in La Tene art, appears more the product of impulse than of reason, yet the entire composition can be reduced to a rational system of aligned compass arcs. The design is enriched with zones of finely engraved "basket-hatching," a checkered pattern composed of short, parallel strokes, typically three abreast, which alternate at right angles from each adjacent set. The 18-gauge plate of the mirror is attached to a decorative, cast handle, used for hanging as well as holding, and a narrow, cylindrical frame.

Quite a different object, the Aylesford Bucket, predates the mirror by as much as a century and may have been in use at least that many years. Stylistically, it is far removed from the flamboyance of the Western Mirror School. The topmost of the three bronze bands is decorated in repeating, low-relief images, which include stylized bird heads and a curious pair of mythical beasts. Close examination of the band reveals the presence of subtle vertical ridges between each repeating image, providing a clue as to how the designs were achieved. As in modern die-forming processes, the thin bronze strip would have been driven into a set of dies of "formers," allowing the reproduction of several, identical embossments. While not widespread, this technique nevertheless represents an intriguing overture to modern mass production. Chasing and repoussé were widely practiced throughout Europe.
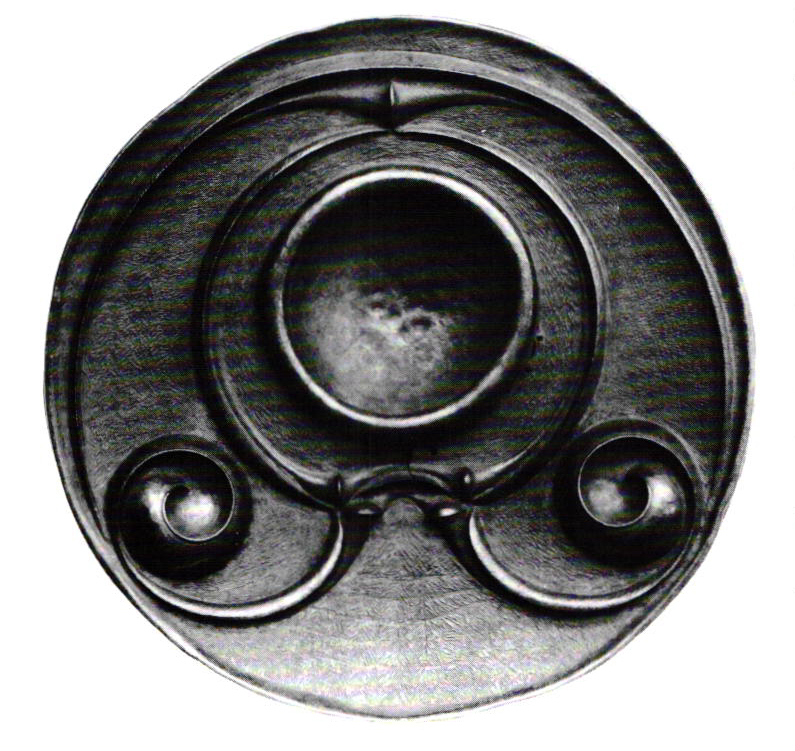
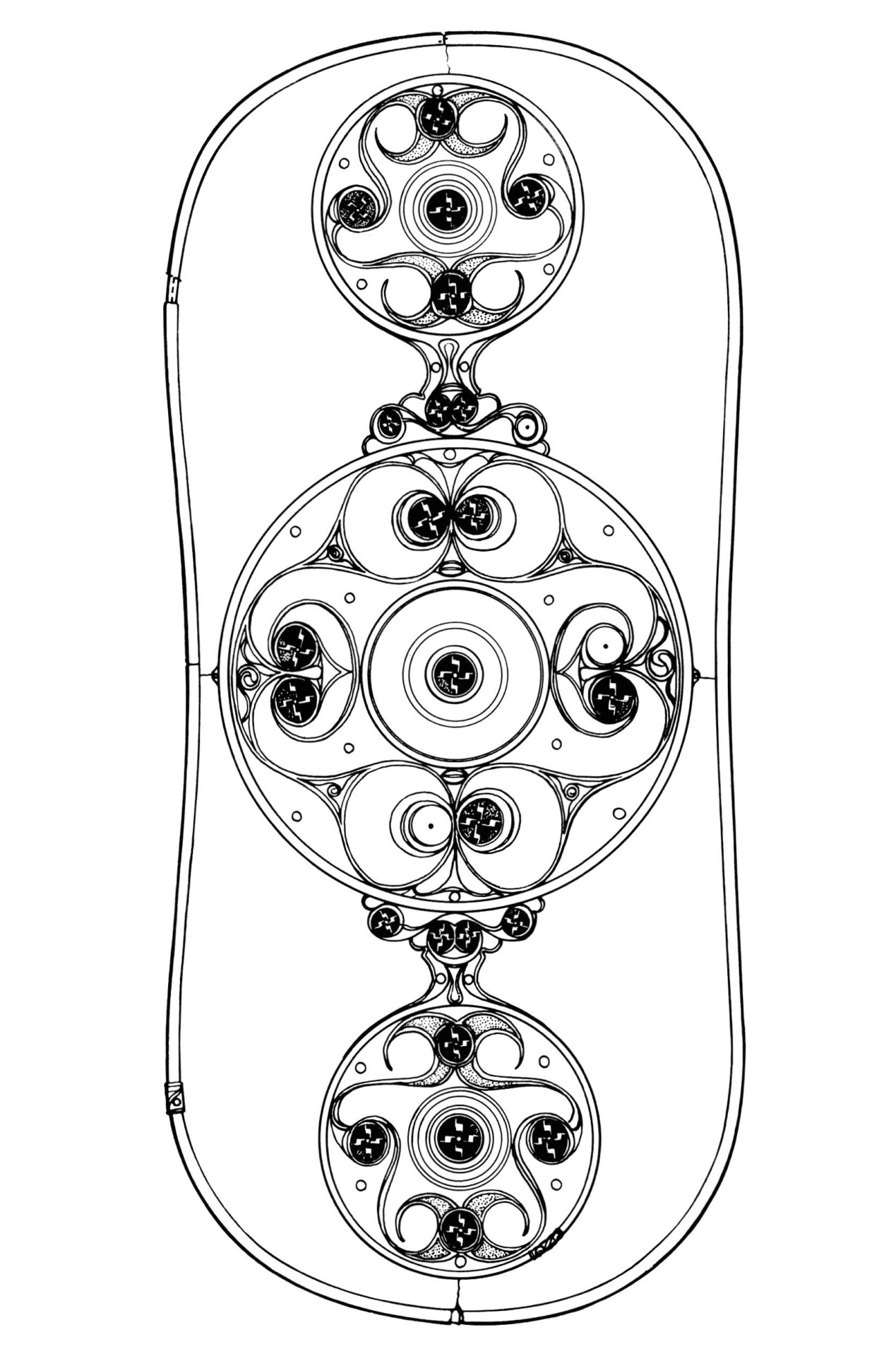
One of the most striking examples of this tradition is the mysterious bronze disc from Ireland. Like that of the Aylesford Bucket, its precise function remains an enigma, although it probably served a spiritual rather than utilitarian function. The Battersea Shield, by contrast, had an obvious military function, although its elaborate design may suggest that it was intended for parade purposes only. It is composed of three decorative roundels, repoussé in high relief and affixed to a large, unadorned bronze facing. The entire structure was once secured to a wooden backing by means of rivets and a U-section binding that surrounds the entire shield. Highly stylized "stag' heads link the large, central roundel to the smaller, outer panels. Could these be related to the strange horned beasts on the Aylesford Bucket? All three roundels exhibit highly developed palmette variations, interlocking S-curves, and 27 small, circular elements, each containing an elaborate swastika, into which a malleable red enamel has been cast. "Enamel" is in this case misleading, because the glass could not have been fired in the conventional way, but instead was heated until soft and "pressed" into the cells.

Of the myriad brooches, bracelets and necklaces produced in Celtic workshops, no form of jewelry is more significant nor enigmatic than the torc. In Britain, and on the Continent, torcs (or "torques") were widespread and of great social importance. They are occasionally associated with women, although Greek and Roman chronicles most often describe them as adorning male warriors in battle. To that end, consider the "Dying Gaul" from Pergamun, the famous Hellenistic sculpture that depicts a fatally wounded Celtic warrior wearing only his torc. The torc is best described as a neckring, typically rigid and often quite massive, owing its name to the twisted wires that comprise the "hoop" of the most common variety.

In most cases the hoop forms a solid split-ring, capped with decorative terminals, which must be spread apart to be worn, although a few rare examples make use of joints and mechanisms to facilitate easier wear and removal. While bronze, iron and occasionally even silver torcs have been found, Britain's magnificent gold/electrum torcs most impress and provoke the modern sensibility. Many scholars contend that these, the grandest of torcs, could not have existed for mere mortal adornment but rather suggest a votive function. I remain skeptical of such theories, however, and, considering this very "human" scale of the torcs and the directness with which they address wearability, believe it far more likely that these torcs denoted an elevated social status as do the Crown Jewels today.

It is also worth noting that, in almost every case, the Individual weight of Britain's gold torcs conform to a basic unit of measure known to have been established in prehistoric Europe. In fact, several torcs appear to have had their weight bolstered, after manufacture, by the addition of scrap gold. This weight conformity may suggest that these torcs had a secondary function as units of special-purpose currency.
Perhaps Celtic Britain's greatest treasure is the spectacular Snettisham Torc, recovered in 1.950 at Ken Hill, Snettisham. The torc is made entirely of electrum and weighs fully 1085 grams. Its hoop is comprised of eight twisted strands; each strand being made from eight tightly twisted wires. Its hollow terminals were separately cast, using the lost-wax method, and soldered onto the ends of the hoop. Both terminals exhibit the same richly defined La Tene ornamentation with two particularly noteworthy features. Between the low-relief lobes and ridges lie zones of basket-weave "matting," which bear an unmistakable resemblance to the ornament of the Western Minor School (i.e., Desborough Mirror).
Upon the matted zones are found three concentric "bulls-eye" bosses and 20 small spherical bosses. Each spherical boss, in tum, bears three line indentations or "dimples," which were punched in after casting. This scant feature might be ignored if it were not that two other torcs, one from Sedgford (in Norfolk) and the other from Cairmuir (in Peebleshire), bear the exact same marks. Considering how subtle and peculiar a detail this is, could it not represent a form of benchmark, struck on all three torcs by a single craftsman? In addition, the overall stylistic and technical treatment of these torcs suggests that they were almost certainly products of a single atelier, and the same might be said for many others. It may be possible to affix a firm date to the manufacture of the Snettisham torc, as one of its hollow terminals contains a small coin, inexplicably included at the time of manufacture, which has now been identified as a Gallo-Belgic coin minted between the years 50 and 25 BC.
A different type of multistrand torc was found at Needwood Forest, Staffordshire, not far from Glascote where a second was unearthed. They may be dated to the same period as the Snettisham torc, their loose weave and rather awkward design suggests that they were the products of a less accomplished workshop. The Ipswich torcs, however, share an East Anglian provenance with the Snettisham torc, as well as a common esthetic. The group consists of five electrum torcs recovered in 1968 and a sixth found a short distance away in 1970 (there are some questions as to whether the sixth can be judged as belonging to the same hoard). As with other hoards, it is likely that the torcs were originally buried for safekeeping; the goldsmith (or thief) being unable to later recover the goods.
This scenario is consistent with the theory that the Ipswich torcs may represent a studio's "work-in-progress," as evidenced by the apparently unfinished state of torcs no. 2 through no. 5. This point has not been made without some debate, but I am confident that it remains the most reasonable explanation for the group's widely disparate surfaces, ranging from "as cast" to finely burnished. As works-in-progress, these torcs provide a unique glimpse into the methodology of Celtic metalsmithing in the first century BC and served as a springboard for my own investigation into ancient studio practices.
Technical Reconstruction of an "Ipswich-type" Torc Technical reconstructions are, in essence, a synthesis between academic theory and the creative process. They can either substantiate or refute theories regarding technical development and the possible methods of manufacture for those artifacts under examination. In the case of the lpswich torcs, conclusions might also be reached regarding whether the torcs were, in fact, complete or at an intermediate stage of production. The technical reconstruction described below is based upon an earlier examination conducted for the British Museum in 1972 by J.E Stapley of London Polytechnic. Stapley attempted to reproduce a partial Ipswich-style torc under reasonably authentic conditions. In his report to the Prehistoric Society he described in precise detail each step undertaken and the results achieved.
While his efforts in general substantiated a number of concerns, several problems occurred in the course of this experiment, which, by his own admission, led to inconclusive results on a few key points. While visiting the British Museum in 1985, I was permitted to examine the physical results of his experiment and, in light of what his efforts had established, believed that a more conclusive result might be achieved under different circumstances. Upon returning from London, I set about assembling a primitive, Early Iron Age workshop, maintaining complete authenticity whenever possible. I patterned my tools and equipment after known artifacts and improvised where no models existed (i.e., wooden implements).
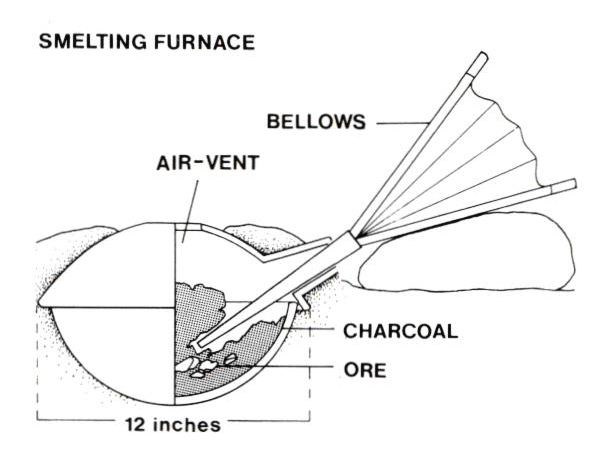
The first piece of equipment needed was a furnace for smelting and melting metal. Based upon a simple bowl furnace found at West Brandon, Country Durham. I produced one consisting of two fired ceramic bowls, fitted together in clam-shell fashion. The top bowl had a central, circular opening, seven centimeters in diameter, and a 10-centimeter spoutlike tuyere through which forced air, from a bellows, would be introduced. The unit was partially buried and fueled with lump charcoal. Most copper ores must first be "roasted," prior to smelting. in an oxidizing atmosphere. The oxidized ore is then added to the charcoal, where it is reduced in the furnace's carbon-rich atmosphere. Additional fuel would be fed into the furnace as needed, with the top opening being partially covered by a sherd of broken pottery to control the amount of air exchange and, hence, control the furnace s temperature. A bellows would be mounted next to the furnace upon a large, flat, anchored stone (bellows-stones are commonly associated with smelting pits of this period), with its nozzle projecting down into the furnace by way of the tuyere.
The exact type of bellows used in Celtic Britain is unknown, but a medium-sized modern hearth bellows will provide sufficient air flow for a furnace of this size, physical exhaustion notwithstanding. As sufficient temperatures are achieved (around 2000°F), the ore becomes molten and, as this furnace has no provision for tapping slag, a "bloom" of metal and slag collects on the furnace bottom. Once cool, the furnace is opened and the bloom removed and beaten, separating the brittle slag from the malleable copper globules. The pure copper is then ready to be remelted for casting in a ceramic crucible, using the same furnace and procedures. I decided to use pure copper in my initial experiment, as it smelting point reasonably, approximates that of gold. The production of bronze requires only the inclusion of tin ore (Kasiterite) during the copper smelting process.
Naturally occurring arsenic bearing copper ores probably produced the first bronzes purely by accident. The improved hardness and lower melting point of arsenical bronze would have been quickly recognized and exploited by the Bronze Age artisan. It should be understood that, contrary to what many academicians would have us believe, primitive copper smelting is neither "simple" nor "readily achieved."
In fact, the assertion that ancient cooking fires might have been responsible for the earliest, albeit accidental, smelting is absolutely absurd. My first attempt included several hours of fueling and "bellowing" by three diligent assistants and yet failed to produce a single drop of molt n metal (although a small copper disc placed in the furnace as a control measure did show traces of reticulation). Subsequent tests established that a more uniform flow' of air over a longer period of time was needed to achieve the necessary temperatures. As an alternative to slavelabor, I substituted compressed air for a bellows and, in time, achieved successful and predictable results. Larger furnaces must have existed in the early Iron Age, requiring a far more involved process than that described here. These larger furnaces may have been positioned on coastal banks and cliffs so as to utilize the steady ocean updrafts, channeling the air through an elaborate arrangement of tuyeres.
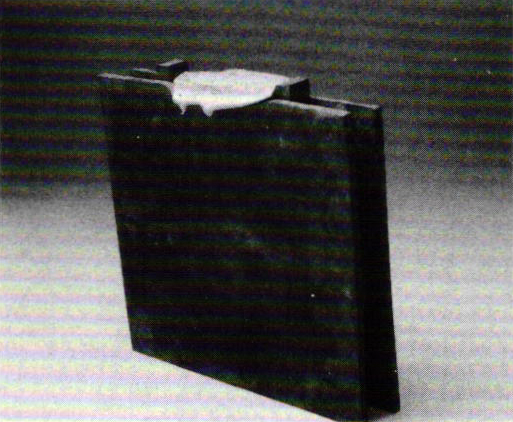
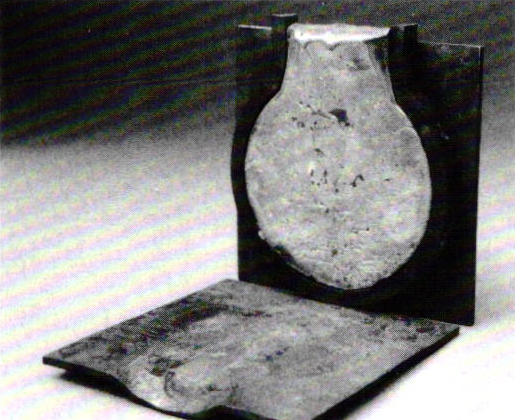
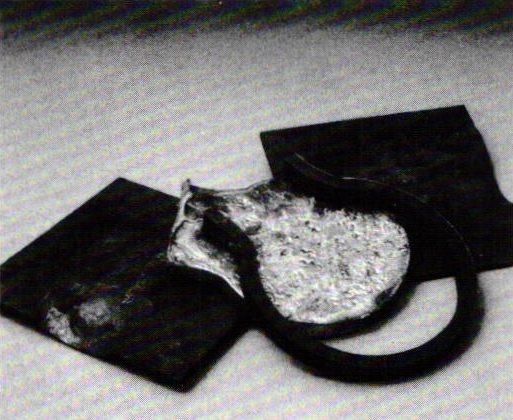
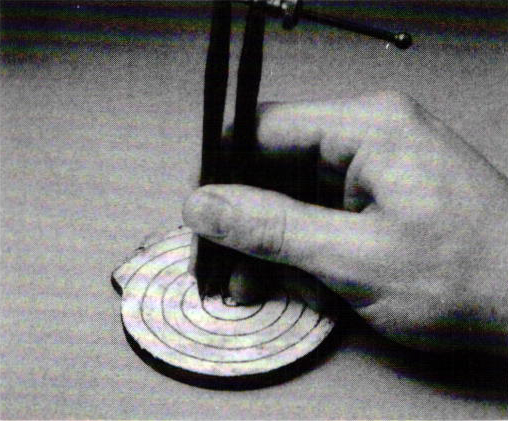
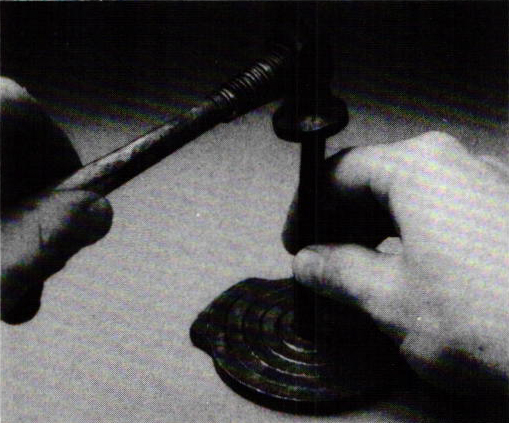
I produced several ingot types in both closed an open molds. The first samples proved to be terribly gassed and, even under the most judicious forging, could not withstand deformation without severe cracking. The vintage process of poling with a green-stick remedied this problem. A complex form of ingot, considered first by J.E Stapley in his 1972 experiment, came from Theophilus's Diverse Arts and required the casting of a 10mm-thick disk, 80mm in diameter. To do this, a 10mm square iron rod was bent into a circular "horse-shoe" shape and sandwiched between two flat iron plates into which 465 grams of molten copper was then cast. The resulting blank was forged to a thickness of 9mm, to compress the cast structure. The blank was then coated with a thin film of whiting (calcium carbonate), through which a uniform spiral was scratched, on both faces, using a set of calipers. The spirals, sewing as guides, were then cut along using a sharp iron chisel, alternating from face to face an annealing frequently. The iron chisels required resharpening three to fours times in the course of a round, which further complicated the process.
In total, it took nearly seven hours before the blank was entirely chiseled through and the spiral uncoiled. The result was a roughly square rod, measuring 765mm in length and 9mm across each face. This was then further reduced to a 9mm round rod. The labor-intensive nature of this process prompted me to cast three simpler bar ingots that were then forged to the same length and cross-section. All of the samples produced varying but acceptable results, although the open stonemold method was by far the most direct.
The next step involved forging the rods into a uniform, octagonal cross-section. While I find strong evidence to support the existence of smaller draw plates during the early British Iron Age, a plate as massive as that needed here, and the immense force required to draw such a rod, would have been unavailable during this period. Instead, it is more likely that the rods were given their final form by means of a swaging process. My swages were formed from two iron bars. 20mm square by 60mm in length. A short section of iron rod was first forged and polished to an octagonal cross-section, measuring 8mm across. A shallow, half-round groove was then filed squarely across the ends of both bars, producing a circular channel when brought together. The bars were then brought to red heat and, placing the cold octagonal rod in the channel between their opposing faces, hammered together creating half of an octagonal furrow in the end of each bar.
Almost no additional refinement was necessary before the swages could be used. The swaging process itself was quite simple: with one swage anchored in a hardwood stump and the second positioned above it (with both furrows aligned), a 9mm round copper rod was struck with a five-pound sledge hammer. The entire length of rod was worked in this way, annealing as necessary. After three courses, the swage faces came squarely together and the octagonal rod was complete. A long fin of flashing developed along the sides of the rod where the swag halves met. In most cases this flashing simply fell off or was easily torn away. A final course of planishing compressed any remaining irregularities and completed the process.
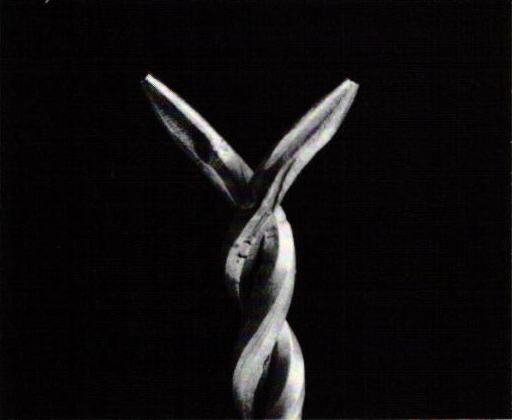
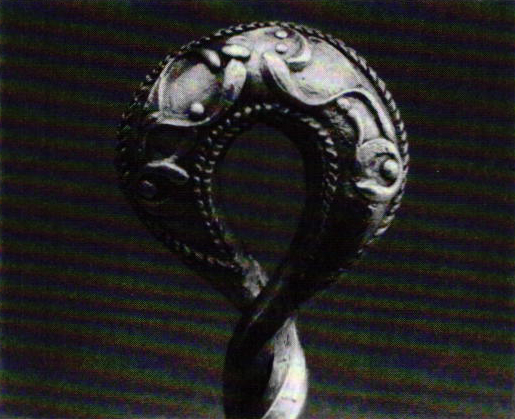
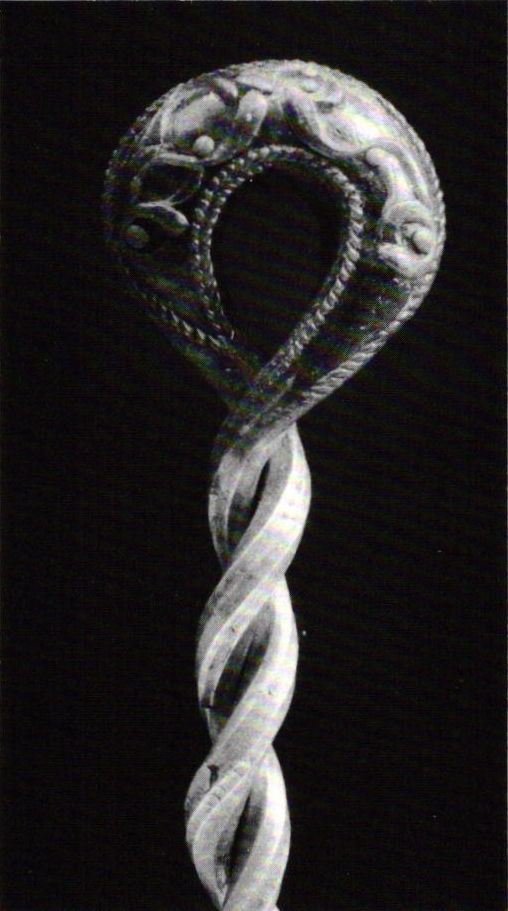
Two lengths of octagonal rod were used to form the hoop of the torc. As Stapley had done before me. I first attempted a half-torc, in this case using two 350mm long copper rods that were slightly tapered on the ends by forging. The two rods were then twisted together in the manner of the Ipswich torcs. An examination of the torcs shows clearly that the terminals were not individually cast and soldered to the hoop but, in fact, cast directly onto the twisted rods using the lost-wax method. Using beeswax and bone modeling tools I modeled the decorative loop terminal onto the tapered ends of the hoop.

A sprue channel (or "pour") was attached near one of the rod/terminal junctions and a riser attached near the other. The entire piece was then encased in a ceramic investment mold of two-parts clay to one-part finely ground pot sherds. The mold was allowed to dry thoroughly before being slowly fired to burn our the wax. After "burn out," the mold was heated to approximately 1500F to harden it against breaking during the pour and facilitating better fusing of the molten metal to the twisted rods. Molten copper was then cast into the "pour" where it filled the mold cavity. A complete casting was indicated when molten metal flowed up and out of the "riser." After the cooled casting was broken from the mold, its surface was chased with a small iron tool, particularly at the junction of the rods and cast-on terminals. The piece was further refined by stoning with basalt and fine sand, followed by a final burnishing.
The finished reconstruction proved to be a reasonably accurate facsimile of a torc type common to East Anglia in the First century BC, specifically represented by the Ipswich hoard. Before a final determination can be reached, the facsimile must be compared to the actual torcs at the British Museum. However, as notes and detailed photographs provide some basis for comparison, a provisional conclusion is offered here. The twisted rods of the reconstructed "hoop" display the same surface irregularities as those noted in the actual artifacts, particularly the minute surface cracks resulting from an overstressed (forged) casting and the longitudinal defects marking the meeting points of the swages.

As the Ipswich torcs were made of electrum (a natural alloy of gold and silver), they did not experience any appreciable deterioration in the two-thousand years since they were made. It is possible, therefore, to make an accurate assessment of the group's original surface quality and determine a sequence of methodology from the existing tool marks and defects. The hoop/terminal junction of the facsimile torc exhibited the same irregular "burned-on" appearance, before chasing, as the least finished of the Ipswich torcs.
Alter the junction was chased, however, it more closely parallels Ipswich torc no. 1, commonly regarded as the most complete. I believe this strongly supports the concept that the Ipswich torcs remain, in part, unfinished. When compared to the Snettisham torc, in fact, there is so great a disparity in surface quality that it is difficult to imagine the Ipswich torcs ever having been considered complete (although speculating on an artist's always original intention, particularly within the mind set of an ancient culture, is always a dangerous business). This reconstruction further established the feasibility of the processes described, including the manufacture of the octagonal rods and the direct "casting-on" of the terminals, under the technical limitations of the period.
Acknowledgments
I wish to thank the staff of the British Museum, especially Dr. Ian Stead, Deputy Keeper of the Department of Romano-British Antiquities, and Mrs. Janet Lang of the Research Laboratory, who so graciously lent their time and insight when this study first began. I must also acknowledge Purdue University for its generous assistance through research grants and, of course, The Society of North American Goldsmiths who made bringing all of this together possible.
David Peterson is Assistant Professor of Arts/Metals at Purdue University
Related Articles

Rebekah Laskin: Material Voice

GZ Art+Design Spots 2007 2
Ways to Choose a Birthstone

Adel Chefridi: Homage





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
