
Precision Fine Casting
4 Minute Read
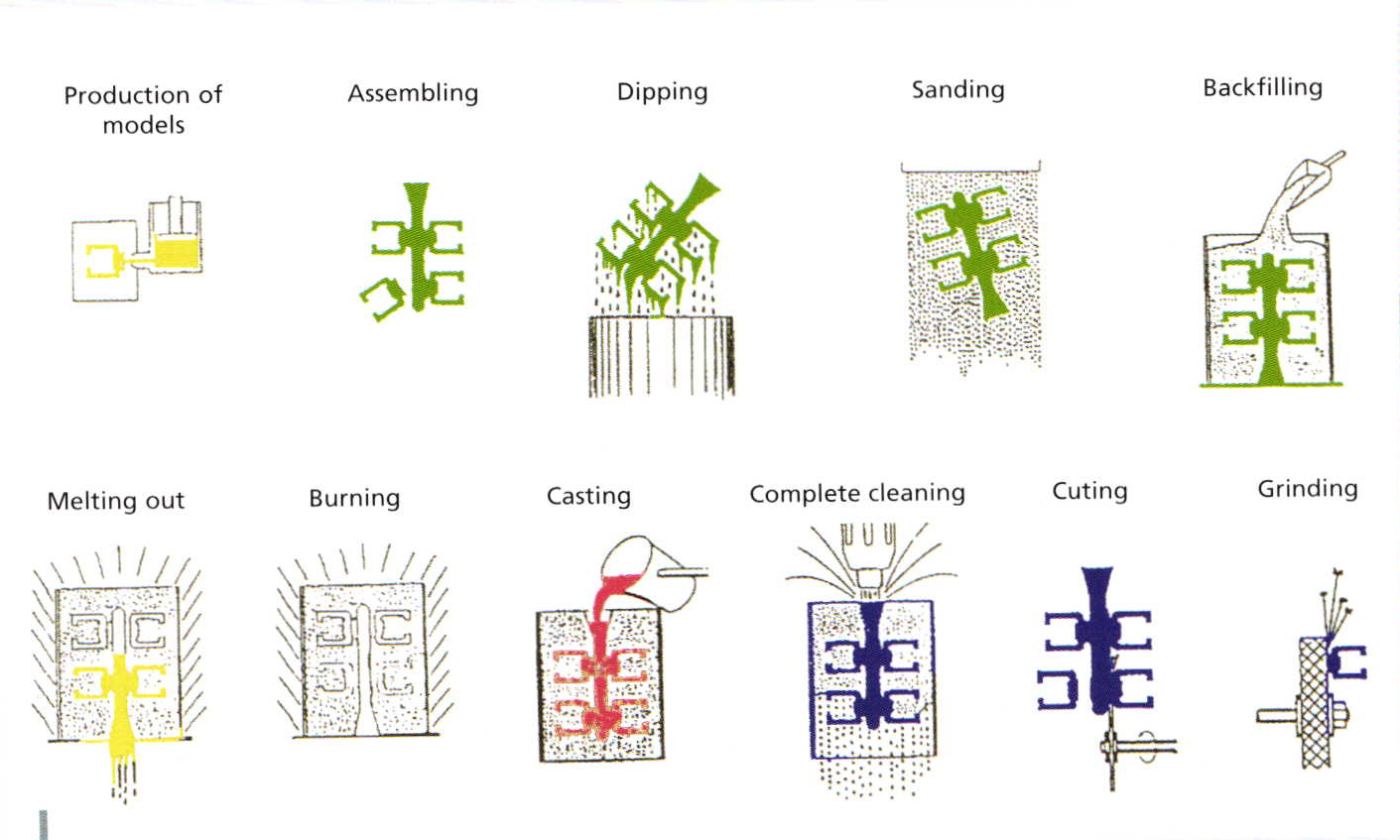
Workshops now have to incorporate a lot of technology, ranging from lost wax casting through to modern working processes within precision fine casting. Within this framework, the procedure ranging from the model via the casting tree and through to the finished item of jewelry is fundamentally the same. A basic model made of metal is formed in silicone rubber or rubber and can be reproduced as often as one likes by being sprayed with wax or plastic. The installed casting tree is inserted in a vessel made of heat-resistant sheet metal, where it is backfilled using a ceramic mass. Depending on the properties of the material, the mold is pre-heated, inserted in the casting machine and then filled with metal by centrispinning.

Combination of the work stages
The rotary hearth-dewaxing and burnout furnace is specially designed for dewaxing and firing of ceramic mould cylinders, flaks and cuvettes. Within this process, the melted wax flows on the revolving plate towards the inside and is drained downwards into a receptacle through a hollow shaft. The revolving plate ensures that even heat is applied to the cuvettes. The cuvettes required in any given situation can be removed without danger or any substantial loss of heat through a small door. The holding time in the final temperature should be 30 - 300 min., depending on the quantity and form of the cast parts. The mold is destroyed once the object has hardened. The process concludes with mechanical reworking by separating the cast part from the casting tree and then grinding and polishing it. The rotary hearth-dewaxing and burn-out furnace accommodate two levels and are conceived for continuous use in the jewelry industry.
Precision fine casting with titanium
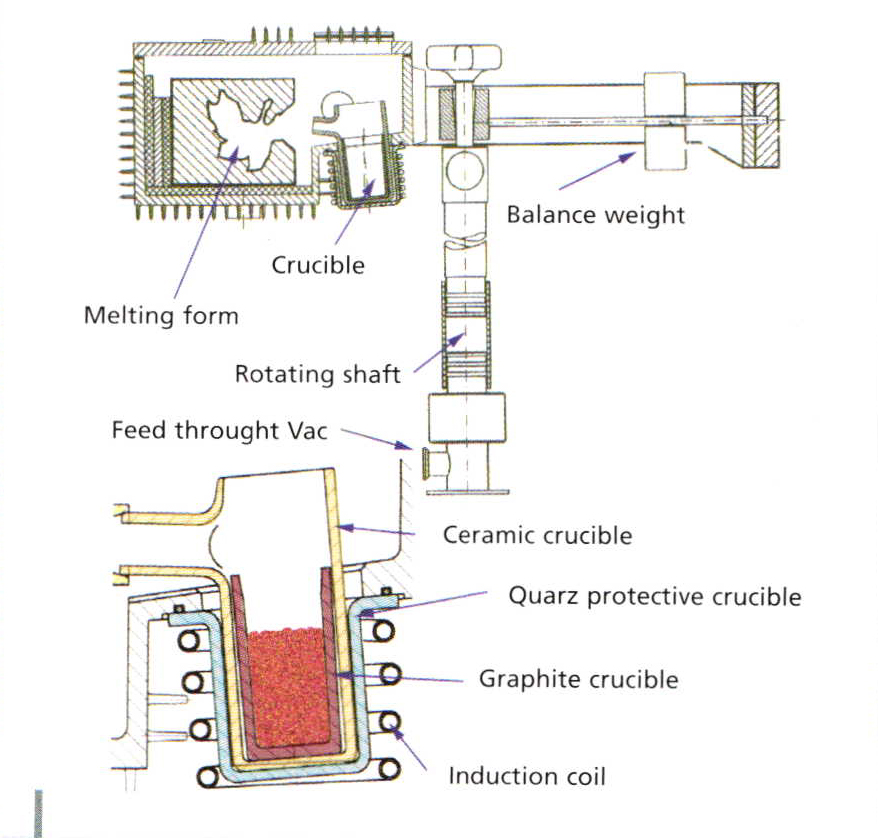
Casting metals with a high melting point such as titanium and its alloy titanium-aluminum (TiAl) was not possible from a technical point of view until the emergence of constantly enhanced, high-performance industrial casting machines; it became economically efficient as the weight of the casts and the quality increased. The suitable method in this context is inductive heating with medium to high frequency in combination with centrifugal casting. An extremely high-performance, speed-controlled special motor permits precise adherence to casting parameters specific to the material. A program controller means that all of the processes can be managed automatically across all parameters. A total of 25 programs can be saved. In order to cater to the larger casting weights, the tried and tested standard programs Platicast 5000 and 600 and Titancast 700 were upgraded to include Supercast, heated with medium frequency. This enables casting weights of up to 1,500 g for platinum, 3,000 g for gold, 3,000 g for silver, 1,200 g for titanium and 1,000 g for titanium-aluminum.
TiAl can be cast using the titanium casting system Titancast 700 Vac and also Titancast Super. Compared to pure titanium, inter-metallic compounds require a fast acceleration of the centrifugal arm and the mold temperature and its cooling, as TiAl has an extremely tight solidification point at around 3 °C.
Platinum and its high melting point
In view of the fact that the melting point of the platinum alloys used in jewelry is only slightly different to the melting point of pure platinum, the casting technology must fulfill high requirements. This is why it is now standard practice to use induction centrifugal casting systems. The advantage of inductive heating is that it is possible to melt even very large material quantities in a short period. For example, 400 g of platinum can be melted in less than two minutes, whereby the melting temperatures even reach 1,950°C. Unlike gold, platinum does not shrink when it solidifies. The standard platinum alloys have a high flowing capacity, which means that even tiny parts can be cast. In general, the casting process is easier than for gold or silver, as platinum and its alloy constituents do not oxidize.
In view of the fact that platinum is cast into molds pre-heated to 1,000 °C at a temperature of almost 2,000 °C, special materials are required for the embedding mass. Whereas molds made of plaster are sufficient for casting gold and silver, they are insufficient in this context due to their lack of heat-resistance and their contamination with sulfur. In most cases, embedding masses for platinum consist of phosphates, for example silicate flour or magnesium mixed with ethanol, processed with phosphate acids to form an extremely finely granulated mass that is suitable for casting.

In all cases, a very high acceleration and final speed must be selected for metals with high melting point and viscosity and low specific weight, for example titanium. This centrifugal casting system is suitable for all standard metals. There is another tested method in order to handle metals with a low melting point, for example gold and silver alloys, specifically if the cast weights are high; indeed, this method manages without elaborate mechanics: the vacuum pressure casting method. The created vacuum, the short distance traveled by the molten metal and the subsequent excess pressure ensure that the results are excellent. The material is sucked in from top to bottom by the vacuum and then pressed into the cuvette by the excess pressure.
by Linn High Term
Related Articles
Platinum Casting with Gemstones

Tips for Working With Drill Bits

950 Palladium Bench Guide

950 Palladium: Selling Points





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
