
Laser Welding Sizing a Two-Tone Band
3 Minute Read
Sometimes you get a job like this one. Your customer has a platinum and 18k yellow gold wedding band that doesn't fit anymore. In this case (unlike most of us who have been married a while) the customer needs to have the band made smaller. If a laser welder is your tool of choice for this job, you will be able to size the ring down and not leave a seam.
Let's begin.

Sizing a Two-Tone Band using Laser Welding Technology
This wedding band is a "compression" band. In other words, the inner 18k yellow gold band has a platinum "sleeve" that is compressed or "squeezed" on the inner yellow gold band. These two metals are not soldered together. They have a "cold" connection.

We must first remove a predetermined section from the band to make the ring the correct size and then weld the band seamlessly back together.
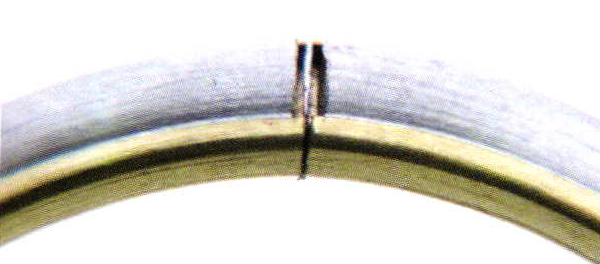
You will notice in these two pictures that the band has been cut and that the platinum outer band does not meet with a tight joint. As I have mentioned in previous articles, the rules that apply to torch solder techniques do not usually apply to laser welding. The gap in the outer platinum band is essential for a couple of reasons. First, the gap provides access to weld the 18k yellow gold band under it -something that would not be possible if theplatinum band had a tight fitting joint. Secondly, since laser welds do not flow through a joint like solder does, it is necessary in most cases to leave a gap in the joint to fill in with wire that is similar to the host metal.
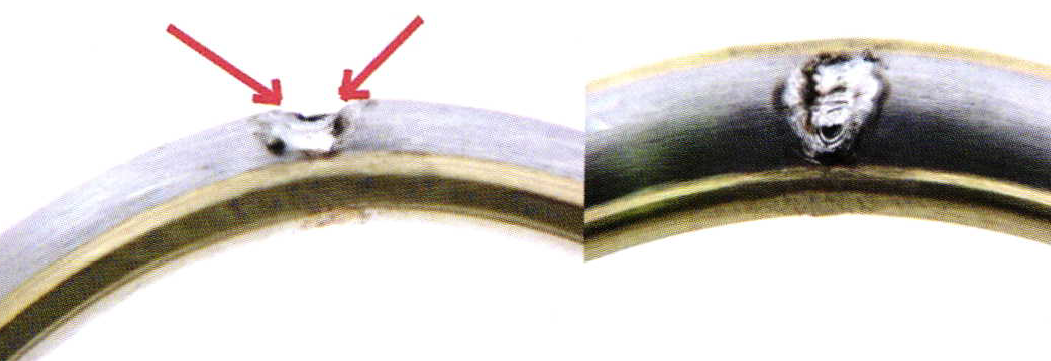
I like to begin by welding the existing metal on the piece before adding filler material. Notice the "land sliding" technique I used on the platinum section. Pulse the laser at an angle toward the center of the joint through before adding filler metal. This "land sliding" will leave a divot or depression in the joint that can be easily filled flush with the surrounding metal by using wire similar to the host metal.
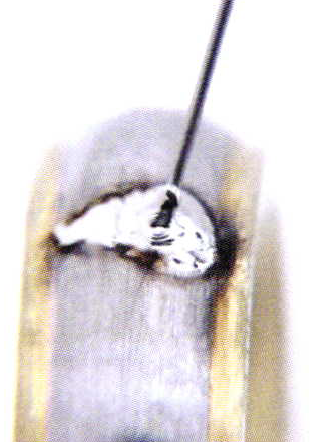
Now it's time to use the 30 gauge platinum wire to fill the joint divot up to the top surface of the platinum band. If you are careful, you will not weld the platinum to the 18k where they join on the sides of the ring.
Don't forget, lasers will weld dissimilar metals together. File and polish as you normally would with this type of ring.

The ring is finished and the customer is happy because he can't find where you sized it…but then, neither can you (unless of course you took pictures)!
A Note about Laser Parameter Settings
When I first began to write articles about laser welding I would include the settings I used for welding: for example- 220 volts, 3.3milliseconds, 0 Hz, and a beamdiameter of 15. I thought this information would be helpful for those who wanted to try the techniques in the article. I received feedback from some of my peers that the settings were not consistent with their experience and equipment. I quickly found that power settings, though using the same terminology, would have varying results from one laser user machine to another. I also found that the simple act of changing a flash lamp that I had been using for well over four years before replacing (though the lamp I replaced was still "good"), made a marked difference in my own parameter settings.
Therefore, because I do not want to mislead or give setting information that might be detrimental to another welder, I have opted to withhold my particular parameters and have, instead, decided that the technique was much more important. It is wise to experiment and get to know your particular equipment and its capabilities, rather than rely on the parameters of another welder. It is helpful to give general parameter guidelines, but I have found that could also have negative consequences and achieve undesirable results.
Related Articles

Komelia Hongja Okim Exhibition

Fads and Fallacies: Art is Life

Peter Macchiarini: A Modern Bohemian

Design for the Way Things Are: Survey of Ideas





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
