
Laser Mokume Gane
3 Minute Read
The traditional Mokume process yields very beautiful results but is extremely labor intensive. Along with the high prize of labor is the large amount of waste. The shape of the finished product is also restricted to the limits of the ancient process, no cast pieces. It was possible to find a way to transform almost any finished piece that is cast, hand fabricated or even a wax model to create a custom Mokume Gane piece.





A two tone piece (Fig. 1) is a great example of the versatility of the process. The white section will be turned into Laser Mokume Gane and the rest of the ring will remain high polished yellow gold.
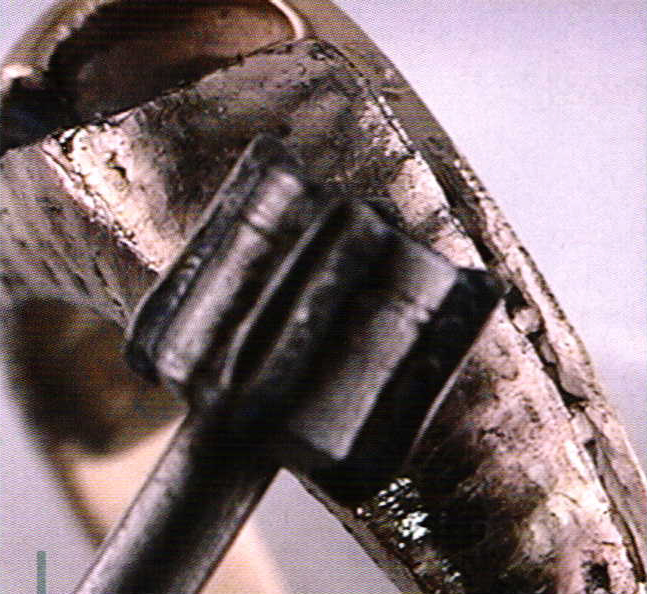
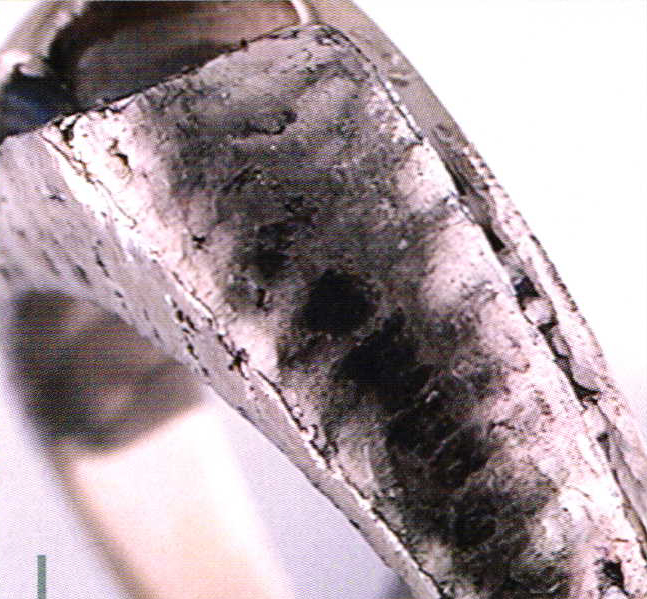
The section for transformation should be picked then. For marking the pattern a extra fine tipped permanent marker works well (Fig. 2). To be creative the traditional wood grain pattern can be duplicated or any variation as well as letters, numbers and symbols. It is also possible to draw on a wax model. Then a sharp tip carver can be used to scrap in the pattern about 0.75 mm deep. Then the ring is cast like normal and the process is being continued with filling the veins (Fig. 5). The size of the veining can be all one thickness or vary in size. Ball burs in sizes from 0.5 to 0.9 mm seem to work best. The ball bur should be dripped in oil and drawn across the line which is ground out or the whole line can be covered with a fine layer of oil (Fig. 3). It is best to use different size ball burs to make the pattern more random. The entire section is ball burred with a depth of at least 0,75 mm deep on each vein. When the burring is done the ring will look like a casters worst nightmare (Fig. 4). Then the fun begins.
For this technique the alloys with the colors which make the biggest contrast have to be chosen (Fig. 5). If the piece of jewelry is done for a customer he or she can be asked to choose the colors. If a customer chooses he or she can be allowed to use a fine tip marker and color the veins in the wanted color. This will eliminate any error or misunderstanding. Then the filling of the veins with the different color laser wire starts.
Multiple colors can be done in a single vein. It's best to use a beam width about the diameter of the vein and filling it with a 0,25 mm wire or 32 mm wire. One can work at 10 hz to speed the job up. After the whole ring is filled, the beam width should be opened up to about 1 ½ times the width of the veins and the power should be ramped up to smooth out all the veins to help remove pits. This also helps to save time on burnishing. A rotary burnisher (Fig. 6) that is fairly aggressive is used for burnishing at high speed until the surface is almost glossy.
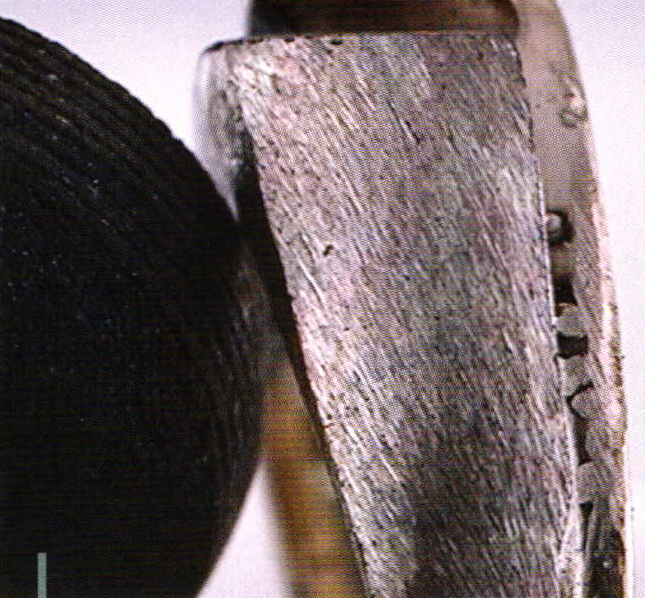




After burnishing, the ring should look like in Fig. 7. The better the ring is burnished at this step the less pits will be encountered after the ring is filed smooth. In the sample there were only six pits on the whole ring after burnishing. There is no rule in how to smooth out the lasered area. It can be filed, ground or sanded. Nine separating disks could be sticked on a flex shaft mandrel like pictured and could smooth the whole area in just a few minutes with very little waste (Fig. 8). In Fig. 9 the whole lasered area is shown ready to have a lighter grit rubber abrasive wheel finish applied. This is the last step before sand blasting and the defined patterns can already be seen, emerging in the lasered section. Then it is time to sand blast the ring to make the pattern show up. The solid area gets polished. After polishing this area should be masked of before sandblasting. The Mokume Gane section gets sand blasted and the Laser Mokume Gane section is inspected. Fig. 11 is a close up of the Laser Mokume Gane veining of the finished ring. The ring is all 14 karat with rose, yellow and green gold inlayed into the white section. In Fig. 12 the ring is ready to be set with a stone. The whole process of Laser Mokume Gane can be also done on metal sheet. Then the bur should not bur more than half way through the sheet. After lasering, the sheet should be rolled through a rolling mill. This helps to save waste.
by Steve Satow
Related Articles

Enamelists Make Plique-a-Jour Souvenirs

Metalsmith ’88 Summer: Book Reviews
Platinum Durability vs Scratching

Expressive Art Enameling





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
