
Improved Anti-fire Scale Casting Procedure
This paper describes a process that eliminated fire scale during a vacuum casting cycle. Castings should not have a fire scale problem if the casting are cooled following this procedure.This casting was cooled using this process. This is what it looks like after quenching and brushing with a brass brush.
1 Minute Read
This paper describes a process that eliminated fire scale during a vacuum casting cycle. Castings should not have a fire scale problem if the casting are cooled following this procedure.
This casting was cooled using this process. This is what it looks like after quenching and brushing with a brass brush. It was not pickled.

The following two parts should be fabricated:
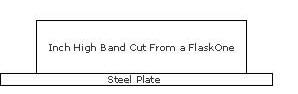 | 1. Cut a 1″ high band off several different diameter flasks. Weld each size to a steel plate. This assemble will become the bottom part of the cover assembly. |
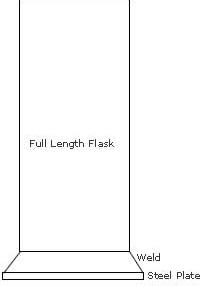 | 2. Weld various diameter flasks to steel plates. |
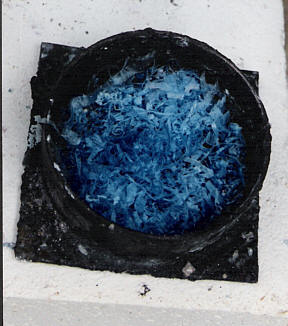 | 3. Before pouring the metal put about a teaspoon of wax shavings into the base assembly. |
 | 4. The mold flask is placed on the vacuum pump pad. |
 | 5. Metal is poured. |
 | 6. The hot flask in placed in the base assembly on the wax |
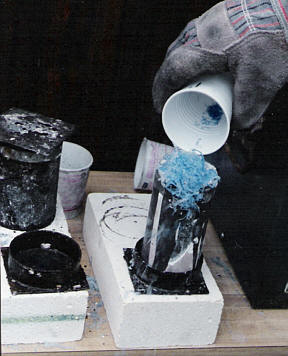 | 7. Wax is placed on the sprue button. |
 | 8. Place the cover assembly on the mold flask. |
 | 9. The mold flask will cool slower than if it is cooled in free air. Allow the mold flask to cool a minute to several minutes longer than you would if you were not using this anti fire scale procedure. The length of increased time depends on the size of the casting. The bigger the casting the more time should be added to the cooling cycle. |
 | 10. Quench and complete the investment removal. (QUENCH) |
 | 11. The cooling water will cause the scrap wax to form a bond with the investment when it hits the water. The flask should be quenched for a few seconds then removed from the water. A sharp tool should be used to break open the investment on both ends. The quenching cycle should them be continued. |
 | 12. This is an example of a casting that was cooled in free air and one that was cooled using the anti fire scale casting procedure. |
 | 13. This casting was quenched using the anti fire scale casting procedure. The casting was brushed with a brass brush to remove the surface investment. |
Related Articles
Casting Notes for Silver Lost Wax Casting

Investment Procedure for Lost Wax Casting
Testing the New HD Patterns

Testing the Ultra-Vest MAXX Investment





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
