
Hollow Carat Gold Jewelry
There is always pressure to reduce the cost of manufactured items and carat gold jewellery is no exception to this situation. In fact, it is only relatively recently (1997) that the economic and currency turmoil in countries like South Korea, Thailand, Malaysia and Indonesia had such an impact on the local gold price that, at times, gold jewellery sales effectively ceased altogether. In Indonesia, for example, at a time when the dollar gold price was falling, the gold price in the local currency increased by 90%. What, then, are some of the ways in which gold jewellery costs can be reduced? One approach is the use of mass production techniques to lower the unit manufacturing cost of items. Such techniques include the well-established chain making, stamping and investment casting, the more recent electroforming and the very recent powder metallurgy processes. These techniques are continually developing as equipment manufacturers make more advances and market their products more widely..
19 Minute Read
There is always pressure to reduce the cost of manufactured items and carat gold jewellery is no exception to this situation. In fact, it is only relatively recently (1997) that the economic and currency turmoil in countries like South Korea, Thailand, Malaysia and Indonesia had such an impact on the local gold price that, at times, gold jewellery sales effectively ceased altogether.
In Indonesia, for example, at a time when the dollar gold price was falling, the gold price in the local currency increased by 90%. What, then, are some of the ways in which gold jewellery costs can be reduced?
One approach is the use of mass production techniques to lower the unit manufacturing cost of items. Such techniques include the well-established chain making, stamping and investment casting, the more recent electroforming and the very recent powder metallurgy processes. These techniques are continually developing as equipment manufacturers make more advances and market their products more widely.
A second route is to make the jewellery out of thinner material, for example, in stamping, carat gold as thin as 0.1mm can now be utilised with individual items weighing significantly less than 1g. However, as thickness decreases so the fragility of the items increases, although it may be possible to counteract this to an extent by means of a final heat treatment if the carat gold alloy is hardenable.
Yet another approach is to reduce the caratage of the gold alloy but this is hardly a realistic proposition as consumers buy preferred caratages and there are only certain defined national standards of fineness allowed. The low carat gold alloys can suffer from tarnishing and stress corrosion problems. In fact, in recent years there has been a significant focus on the very high carat golds and on ways in which they can be strengthened. In the UK, for example, where 80% of the gold jewellery sold is 9 carat, the four legally-accepted standards for gold jewellery (9, 14, 18 and 22ct) were increased in 1999 by the addition of two 24ct standards, 990 and 999 parts per thousand of gold.
A further option that can be considered is hollow jewellery; this gives the opportunity to produce sizeable items in high caratages but at a relatively low weight. Electroforming, of course, is one means of producing hollow jewellery. Stamping can also be used to produce matching halves of components such as earrings and pendants which then require soldering together to produce the finished article. However, there is a large category of hollow jewellery items made directly from formed strip and tube which includes chain, earrings, bracelets and bangles and it is the technology and equipment used to make these products that is the subject of this paper. Some examples of these products are depicted in Figures 1 and 2. The complexity of these hollow jewellery items is increasing all the time and depends on the extent to which the formed strip or tube can be deformed. This, in turn, is largely determined by whether the tube is deformed directly (when only the simplest of shapes can be made) or whether the tube has a core to support it during deformation (when more complex shapes can be made). If the latter, it depends on whether the core is bonded to the tube, in which case the most deformation can be tolerated.
Perhaps the most demanding of hollow products is hollow chain and this is the subject of the first part of the paper; the second part concentrates on techniques for making other hollow products from formed strip.
Hollow Chain
Chain usually requires considerable deformation during manufacture and so, apart from the largest hand-made chains, hollow chain needs a core for support. The steps in the manufacture of hollow chain can be itemised as follows:
- Cast and roll the selected carat gold alloy to strip
- Form the strip around a base metal core using special dies
- Roll and draw the composite to finished wire size
- Convert the wire into chain either on an automatic chain machine or by hand
- Solder the chain links
- Dissolve out the base metal core
There are some major technical problems to be overcome. These include selecting an appropriate core, aligning the composite wire such that the folded edges of the strip are always on the inside of the chain links and out of view, making good soldered joints in the links as the joints are ultimately between very thin sections of carat gold and, finally, ensuring that the base metal core is fully dissolved out after making the chain. This latter is important in order to meet national hallmarking/marking requirements.
Selection of Core Material
There are four base metals or alloys that find application as core material:
- Aluminium
- Copper
- Tombac (a copper-10% zinc alloy)
- Iron.
Aluminium is the easiest to work with, being the softest metal. However, aluminium finds extremely limited use as, with its low melting point of 660°C, annealing of the composite wire is not possible during processing nor is it possible to solder the chain links. Dissolution of the core is by the use of caustic soda (sodium hydroxide). Copper and Tombac overcome the problems of using aluminium as annealing of the cored wire and soldering of the chain links can be readily achieved. The working characteristics of these core materials are very similar to those of many carat golds and this makes drawing and link forming relatively easy. In addition, a bond can be formed between gold and core, especially with the Tombac where the presence of zinc aids bonding, and this bond helps to avoid wrinkling of the core during link forming. These core materials tend to be used for the higher caratage gold alloy chains, say 18ct and above, although they are used on occasion for 14ct golds. This is because nitric acid is used to attack and dissolve the core and, at the lower caratages, the acid will also attack copper and silver in the carat gold alloy itself. Finally, soft iron can be used universally as a core, although usually without the formation of a bond between core and carat gold. Also the difference in mechanical properties between iron and carat golds means more care is needed during working and annealing of the composite wire.
Production of Cored Wire
The techniques used usually involve the production of continuous lengths of accurately dimensioned carat gold strip (width and thickness) suitable for forming around a metal core. This is, perhaps, best achieved by continuously casting rod at a size typically between 5 and 10mm diameter and flat rolling on a continuous flat rolling train. Continuously cast strip can also be a starting point as can static casting of flat ingots followed by rolling and slitting. Core material can be purchased as rod at the necessary size or manufactured in-house. Major differences in technique occur when considering the form of the core. The simplest shape is round rod and machines are available in which the carat gold strip and the core rod are fed into a series of special dies in which the strip is wrapped round the rod and the composite drawn to wire. However, round rod is not often used as a core, certainly in Italy where most of the techniques and associated equipment have been developed, because of the difficulty in maintaining alignment of the open seam.
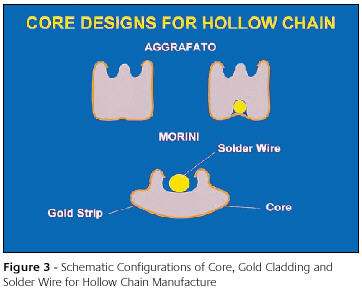
A more commonly used method involves a square section core rod that contains two closely aligned longitudinal slots that hold the folded gold strip. Having formed the strip around the core, the composite is rolled and drawn on conventional machines, with inter-annealing as necessary, until wire of the requisite size is produced. A variant on the method is to make a core with a third longitudinal slot on the opposite face to the other two, into which a continuous gold solder wire is fed, so the finished composite contains a solder wire held in place by the core. The use of this system makes it easy to maintain alignment of the seam which is ultimately the path for acid to enter at the core removal stage. The system is known as Aggraffato. A different system, Morini, involves a gold solder wire being fed between the folded edges of gold strip in such a configuration that, on subsequent working to wire, the solder finishes in the centre of the composite rather than at the edge. This helps solder to flow between the chain link faces during the soldering operation and is likely to result in a better, more reliable joint. It also means that the solder is better supported during working, allowing the use of less ductile solders and, hence, a wider choice of solder. These systems are shown schematically in Figure 3. In all cases removal of the core eventually takes place by chemical attack through the seam between the folded edges of the gold strip.
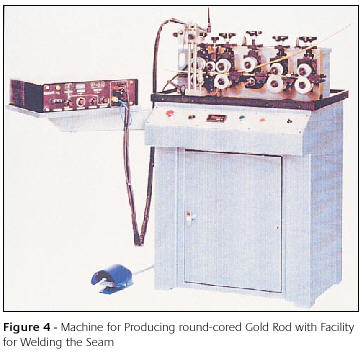
Other techniques include the continuous folding of gold strip around the core followed by automatic resistance welding of the strip edges, sometimes with the incorporation of solder wire into the composite. Equipment for producing this composite is shown in Figure 4. In this approach, seam alignment is no longer an issue but, when making chain out of this composite, the chain machine is fitted with a device to make small openings on the inside surfaces of the links through which acid can attack the core during the core dissolution stage. These techniques, several of which are patented, do require the use of special drawing dies to make the shaped cores, forming dies to fold the gold cladding around the cores and drawing dies to draw the composite down to finished wire size. Much of the technology has evolved in Italy where hollow chain is an established product.
A further technique involves welding carat gold sheet to copper or iron sheet at a thickness ratio of between 1:5 and 1:10. The composite is rolled to strip and then drawn through dies which fold the strip round with the copper or iron on the inside acting as a core. The composite can then be drawn to finished size and made into chain. This technique is capable of giving a bonded iron core which helps in the production of some types of chain.
Making the chain itself is essentially carried out on the same chain machines as are used for solid wires except the machines can be fitted with an electronic device to maintain the seam between the folded edges of the gold strip on the inside of the links. For a typical composite of 5mm diameter or section, the gold strip might be of about 0.55mm thickness; this might then be rolled and drawn down to a finishing size of 0.6mm diameter with a wall thickness of 0.04mm. The minimum sizes currently produced are as low as 0.25mm diameter.
One further issue that has to be considered when making the composite wire is the gold make-up of the alloy, not least to ensure meeting hallmarking requirements. When copper or Tombac is used as a core material, the annealing treatments during processing can result in significant diffusion of copper and zinc into the gold and this can affect the gold content of the chain after eventual dissolution of the core. To compensate, the gold make-up has to be higher in the initial alloy, the extent depending on the final wall thickness of the chain. For very thin wall chain, it may be necessary to make up 14ct gold at as much as 60% and 18ct gold at 75.5% gold. Experience will enable the correct level to be found.
Soldering of Hollow Chain
The conventional techniques used for soldering solid chain links are equally applicable to the cored wire used to make hollow chain, namely the use of solder powder or of so-called liquid solder. Essentially the chain is degreased, dipped in a suitable liquid (for example castor oil plus a solvent), dried and tumbled in solder powder which is held in position in the link gaps by the oil. The chain is tumbled in talc to remove excess solder and then passed through a belt furnace to allow the links to be soldered. Those cored wires in which a solder wire is incorporated simply need to be passed through a belt furnace for the links to be soldered.
Because of the thin section of the soldered joint in hollow chain, the requirements that are put on solid chain wire are even more critical for wire used for hollow chain. Hence the cored wire must be annealed sufficiently to ensure the formed links do not spring apart and leave too wide a gap for soldering but the wire must not be over-annealed which will lead to grain growth and an orange-peel effect on the chain link surfaces. The presence of a core, especially iron, complicates the annealing process and it is extremely important to establish the correct annealing parameters. Again it is of great importance to use a sharp link cutting tool when working with wires which contain a solder wire in the core so as to ensure the solder can flow readily when it is melted. Automatic soldering of some styles of chain is now possible on chain soldering machines using a wire filler. Laser welding is also finding application for hollow chains and so it is likely that the future will see significant advances in hollow chain joint quality.
Dissolution of the Core
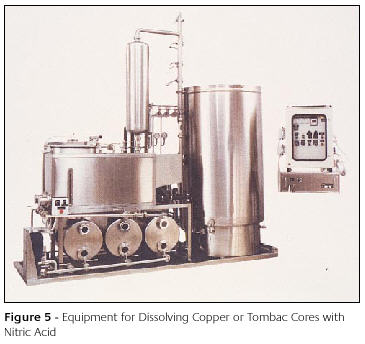
Equipment is readily available to dissolve the base metal core and the better machines address the issues of fume evolution, acid handling and residue disposal. In other words, worker safety and environmental concerns are tackled. For copper and Tombac core removal, nitric acid is used though, for the lower carat golds (14 carat and less), significant attack of the copper and silver in the carat gold can occur. It is possible to avoid this problem by dissolving the core out electrolytically with sulphuric acid but dissolution times increase from the normal few hours up to 24 - 48 hours making this procedure less attractive. Commercially available equipment for nitric acid dissolution is shown in Figure 5, this equipment incorporating ultrasonic agitation to reduce the reaction time.
Iron core dissolution is usually by means of hydrochloric acid. However there is evidence of some grain boundary attack of low carat gold alloys by the acid (possibly due to stress corrosion) and more recent developments use sulphuric acid. As mentioned above, complete removal of the core is essential if national marking requirements are to be met. Thus, determination of when core dissolution is complete is an important issue although it is frequently assessed by operator experience. In the case of iron-cored chains, a simple test is to check for any residual magnetism in the chain. The safest test is to assay the chain. If the assay value is below the nominal figure, then dissolution is not complete. If the assay value is significantly above nominal, this suggests dissolution has gone too far and some of the gold alloy itself has been attacked. The equipment used must also be capable of giving a thorough final washing operation so that no risk exists of acid residues remaining in the hollow chain.
Finishing Operations
In the same way that conventional solid chains can be hammered, so hollow chains can be modified though obviously a great deal of care is required and the hammering would be carried out with the core in place. Diamond cutting of hollow chain is also possible but, again, it needs great care because the wall thickness of the chain is likely to be very thin. Cutting of chain and attachment of end links, connector rings, tags for marking and bolt rings (spring rings) is carried out in exactly the same way as with solid chain. A final cleaning operation might include an acid dip to remove traces of oxidation after any soldering operations, followed by washing in a detergent. In some cases, a plating operation will be undertaken to ensure a uniform colour throughout the chain. Any treatments such as these must be followed by thorough washing and drying to avoid the possibility of retention of acid or plating solution in the hollow chain which will lead to subsequent staining. At some stage during manufacture, it will be appropriate to test the chain for quality in addition to assaying. The effectiveness of link joining is particularly important because the thin wall section means that anything other than a perfectly soldered link is a potential source of weakness. A simple form of tensile test on the chain immediately after dissolving out the core would be suitable.
Hollow Balls and Ball Chain
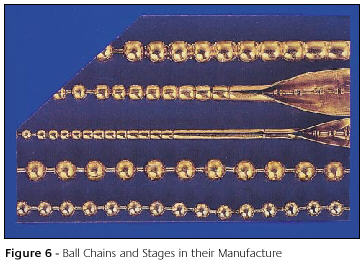
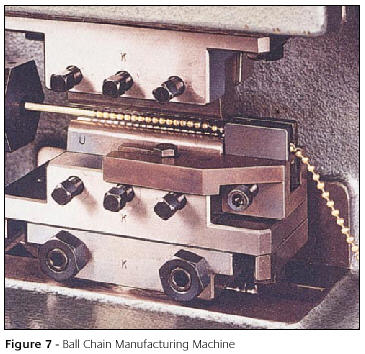
Machines are available for forming strip into hollow balls which can then be used in a variety of jewellery components including hand-made chains. Balls from 1.5mm to 10mm diameter can be produced at rates of up to 200 per minute, the balls being formed progressively in a simple press tool. It is also possible to produce ball chains directly on a similar machine but, in this case, the balls are formed around a central flexible core of snap-joined pins. Chain production rates of 40 to 80 metres per hour can be achieved. Figure 6 shows stages in the formation of ball chains and some examples of finished chain while Figure 7 shows the manufacture of a ball chain on a chain machine.
Hollow Jewellery made from Formed Strip
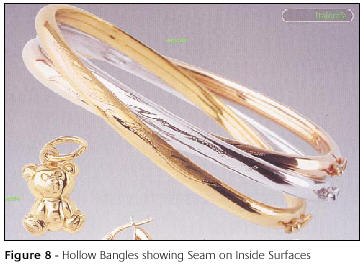
A variety of machines exists to produce formed strip and tube in many shapes and sections, impressing patterns on the surfaces, twisting, spiralling the sections or tubes on mandrels and cutting to length to manufacture hollow bangles, bracelets, necklaces and earrings. For the more complex of these items, a core is needed to provide support for drawing and forming operations. Interestingly, for relatively short lengths of tube, it is possible to use low melting point alloys (for example Rose's metal) or even water as a core. Simpler items can be produced directly from the tube or section. Usually, the tube or section is formed from rolled strip that has been cut or slit to the correct width. It may be automatically arc welded along the formed seam immediately after forming although many shapes are made simply retaining open backs or seams, as shown in the examples in Figure 8.
A typical sequence of operations to produce components from strip might be as follows:
- Continuously cast rod or strip and flat roll to finished thickness on a continuous roll train
- Anneal the strip in a continuous strip annealing furnace
- Cut or slit the strip to the correct width for forming; this is an appropriate starting point if the jewellery manufacturer wants to buy-in strip rather than produce it in-house
- Feed the strip through a tube forming machine, the strip being folded as it passes through a series of dies. The machine may be equipped with a facility for introducing a metal core, as with hollow chain wire, with the strip being folded round the core as it is drawn through the dies. The machine may also be fitted with an automatic TIG welding device which welds the formed strip edges together to produce a tube; the welder can also be used in the presence of a core, Figure 4
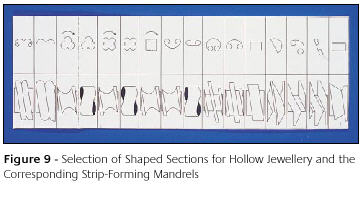
- Alternatively, the strip can be rolled or drawn through special rolls or dies and around corresponding mandrels to produce a specific shape or section, of which there seems to be an increasingly large and varied selection, in coil form suitable for producing bangles and earrings. Figure 9 shows a selection of shapes with the corresponding mandrels offered by one manufacturer.
- It may be necessary to anneal lengths of tube at this stage and there are machines that can do this by direct resistance heating. One such machine is depicted in Figure 10
- Tube lengths can be pointed and twisted in specially designed machines
- Tubes can be wound or spiralled using a whole range of mandrels fitted to machines. An example of a winding machine is shown in Figure 11
- Tubes can have patterns imprinted into the surface by passage through a knurling machine as shown in Figure 12
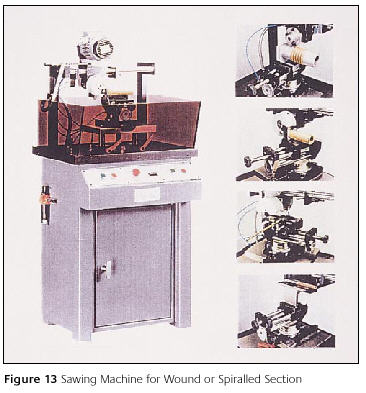
- Straight lengths or spirally wound sections can be cut into individual lengths on cutting machines, seen in Figure 13
- If appropriate, the core is dissolved out of the pieces as for hollow chain
- Fitting clasps, hooks, fasteners etc is undertaken
- The product is finally cleaned and polished.
There are, perhaps, three approaches to setting up to make formed hollow components from strip in this way. Firstly, many equipment manufacturers sell individual machines to cover operations such as strip cutting, tube making, seam welding, drawing, tube patterning (knurling), annealing, tube head hammering, tube twisting, tube cutting and tube winding. The appropriate dies and mandrels for the different shapes and sizes of tube and formed component are also available. The manufacturing jeweller then purchases equipment and accessories as and when required.
Secondly some companies will provide a whole production line and so the manufacturing jeweller will discuss his requirements and the various pieces of equipment will be built and supplied as an integrated unit.
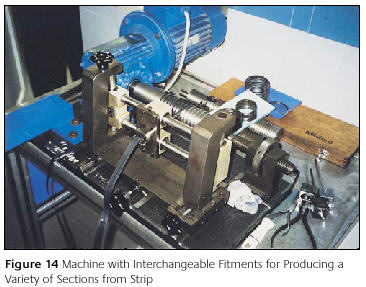
Finally, there is at least one company that makes a single type of machine but with a series of interchangeable attachments. With the supply of matching draw dies and mandrels, it allows the manufacture of a wide range of coiled hollow shaped and twisted tubes and sections, albeit on a fairly small scale, Figure 9. One version of the machine is shown in Figure 14 while a more recent version employs two dies and two feeder strips to make more complex shapes and allow the manufacture of multi-coloured hollow jewellery.
One potentially difficult problem to overcome is that of marking hollow jewellery with the hallmark or caratage and manufacturers marks without damaging what is probably quite a fragile component. Often there will be an attachment or fastener on which the marks can be made but by far the most elegant solution is the use of lasers for applying the marks, a practice which has now been adopted by Assay Offices in the UK.
Concluding Remarks
This review has tried to show that hollow carat gold jewellery made from strip and tube is a well-established sector of the gold jewellery industry and that a wide range of equipment exists for its manufacture. A lot of the equipment is highly specialised; much is very versatile. Hence, in entering this field of activity, it is important for manufacturers to understand the ways in which the various machines operate and interact and to know their capabilities. In addition, they should test the quality and reproducibility of product that can be obtained on the machines and to look at capital and maintenance costs of the machines as well as their lives. They should also be aware of the service and support that the individual equipment manufacturers offer. Today, there are several good equipment companies that offer a range of machines for specific tasks, which can be purchased separately, or who will design and install an integrated production line. There is also at least one company offering a particularly versatile machine capable of a range of shapes and sizes. The range of hollow products grows steadily as the manufacturers' ingenuity increases.
Acknowledgements
The author would like to thank a number of machine and material manufacturers and suppliers for their considerable help in preparing this review, in particular Invimec Srl, Lorenzato Srl, Leg.Or Srl and Sisma Spa from Italy and Shahum from France. Figures 1 ,2 and 8 are taken from company advertisements in the trade press and other figures from manufacturers literature: their reproduction here is acknowledged.
Related Articles

Modified CAD Design
Perfect Finishing Tools and Techniques

Time Saving Surface Processing: A User’s Report Part 1

Low-Cost Rapid Prototype Systems





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
