
CAD/CAM Wedding Set Finishing and Setting
Computer aided design (CAD) was used to develop three designs in multiple views to show the customer. After the design was selected, the wax was milled and the ring was cast, pre-finished, set and polished. Foredom tools, equipment and accessories were used to make the process more efficient.
4 Minute Read
Three wedding set design selections were developed following the customers criteria using Matrix jewelry design CAD software. The customer was shown renderings featuring multiple views of each of the three designs from which to make a selection.
Shown is the computer aided design rendering of one view of the wedding and engagement ring design the customer selected.

Customer Design Request:
- 14-karat white gold wedding set
- Center diamond - 6.5mm
- Side diamonds - 4.5mm each
- Wedding band diamonds - 2.5mm each
- Size 6 1/2
- Set all diamonds in partial bezels
Computer aided design (CAD) was used to develop three designs in multiple views to show the customer. After the design was selected, the wax was milled and the ring was cast, pre-finished, set and polished. Foredom tools, equipment and accessories were used to make the process more efficient.
CAD/CAM Wedding Set Finishing and Setting | |
 | The waxes were milled using the Gemvision Revo 540 multiple axis mill. The total amount of time required for milling the two rings was less than 6 hours. The red arrow on the left indicates the wax that is being milled and the red arrow on the right points to the computer monitor showing the tool path that the cutter is following. |
 | This photo features the two waxes after they were milled and prepared for casting. Here they are being checked for fit and alignment. Note: The bearings for the gemstones are included in the wax. |
 | The waxes are sprued for casting using the Foredom Wax Carver wax pen with the small scoop tip. In this photo, the sprue wax is attached to the heaviest portion of the ring. The rings with sprues attached are weighed then attached to the sprue base. The Foredom wax pen has a small variable heat control that quickly heats the tip. The wax pen is connected to the control unit with an easily maneuverable lightweight cord making it ideal for the spruing process. |
 | The rings were cast using 14-karat palladium white gold. They were removed from the sprues, filed, checked for size and alignment and then pre-finished. |
 | After preliminary filing, a knife edge pumice rubber wheel was used to sharpen the detail in the scalloped area. The pre-finishing required several rubber abrasive wheels. Foredom's new No. 20 quick release handpiece was used making wheel changes during the pre-finishing quick and efficient. See additional information about the No. 20 quick release handpiece at the conclusion of this article. |
 | For the final step in the pre-finishing procedure, the new Foredom Micro Motor kit was used. The Micro Motor delivers up to 45,000 RPM and runs smoothly and vibration free. Here 3/4 inch 3M Radial Bristle Discs are being used at a medium speed as a final step in the pre-finishing procedure. Each of the six grits in the system was used prior to pre-polishing. The Micro Motor delivers smooth vibration free action and the flexible connector cord makes it very efficient to operate. See additional information about the new Micro Motor kit at the conclusion of this article. |
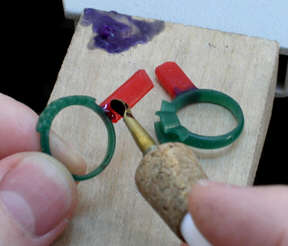
 | To prepare the bearings for the 2.5mm diamonds, the Foredom No. 52 quick release handpiece was used and the No. 52 AllSet Adapter kit. The arrow on the left points to the guide that rests on the top of the partial bezel wall. The arrow on the right shows the 2.4mm setting bur used to create each bearing. By using the AllSet, the bearings were evenly, systematically and efficiently created. |
 | The diamonds were seated in their bearings and checked for level. The ring was lightly heated and red utility wax was melted into each bearing "locking" the diamonds in place. To hammer set the diamonds, the Foredom Micro Motor with the Stone Setting/Engraving Micro Motor Reciprocating Handpiece was used. The technique included hammering downward on a 45 degree angle on opposing sides of each diamond. Then the hammering was done at a 90 degree angle directly from the top as shown in this photo. |
 | The bearings for the three diamonds in the engagement ring were pre-cut in the wax by the mill. They were re-cut by hand to make them more precise and slightly deeper. For this process, the Foredom No. 52 and the AllSet quick change adapters were used with a 2.2mm 90 degree bearing burr. |
 | The Foredom Micro Motor Setting & Engraving Handpiece was used to hammer the partial bezels using the same technique as above. |
 | The rings were again pre-finished then polished using Foredom's Blue and White platinum polishing compounds. The white compound is very fine and produced a very high luster in the palladium white gold rings. |
| Two new products have been added in the Foredom product line and were used in this project. They are: | |
 | The No. 20 quick release handpiece features a lever-type collet control device. It operates smoothly, is efficient to use and fits nicely in your hand. It retails for $79.00 making it the most inexpensive quick release handpiece on the market. |
 | Foredom's new Micro Motor Kit No. 1070 provides variable speed using dial or foot pedal controls. It also has a forward and reverse control selector. The kit comes supplied with the No. 170 micro motor rotary quick release handpiece equipped with a 3/32 inch collet (a 1/8 inch collet - No. HP4-117B can be purchased separately for $26.00), the control box, foot pedal speed control (not included in the photo), handpiece cradle, extra motor brushes and collet wrenches. The suggested retail price for the kit is $395.00. The items in the kit may be purchased separately. |
Related Articles

Fish Tail Setting

CAD/CAM: Creating a Class Ring – Part 2

Jesse Kaufman’s Career Comeback

Assembled Mounting for Customized Jewelry





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
