
Aluminum & Aluminum Anodizing
7 Minute Read
This article is based on technical information taken from my personal notes and experiences, shared information from the Penland Anodizing Symposium (Fall 1985, Penland, NC: Invited guests: Christine DePaul, Garret DeRuiter, and David Tisdale) and published information generously provided by Alcoa and Sandoz Dye and Chemical. For basic information dealing with aluminum anodizing and studio set-up I would recommend David Tisdale's article, "Anodizing Aluminum," Metalsmith Spring 1985.
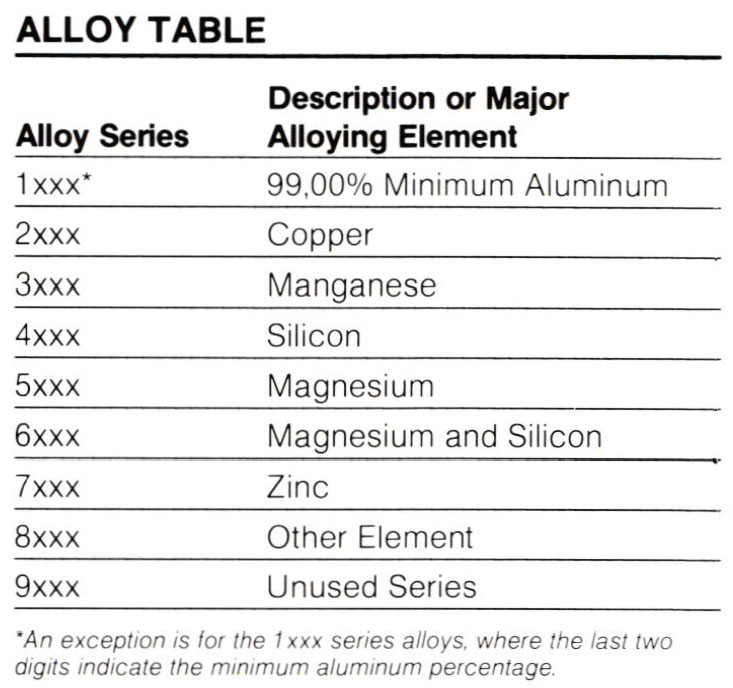
There are many different alloys of aluminum each having different properties. These alloys are classified according to a four digit identification system. The first digit for wrought alloys denotes the alloy-by-alloy series or principle alloying element. The second digit, if different from O, denotes a modification in the basic alloy. The third and fourth digits form an arbitrary number that identifies the specific alloy in the series. (See Table).

In general, the alloys containing magnesium, magnesium and silicon, and pure aluminum, anodize the best, i.e., 1000, 5000 and 6000 series alloys. Of these alloys, only the 6000 series is heat-treatable. This makes it the best material for art applications. The most common of the 6000 series alloys in 6061. Specification of an aluminum alloy is not complete without designating the metallurgical condition, or temper of the alloy. In brief, this temper designation follows the four-digit alloy designation separated by a hyphen. Most often this designation is a "T" letter (thermally treated), ranging from T0 (annealed) to T6 (hard). Example: 6061-T6 is an alloy containing magnesium and silicon, in a hard state of temper. 6061-T0 is the same alloy in the annealed state.
Aluminum alloys are annealed by heating to a temperature of 650°F-800°F and air cooling. It is best to purchase aluminum in the T4 or T6 condition for strength and ease of drilling, tapping, etc. It can be easily "softened" for cold working or bending, if desired, by annealing. 6061-T6 is probably the best and most readily available alloy. It anodizes well, has great strength, works easily and can be forged either cold or at a black heat.

Aluminum can also be welded, soldered and brazed. By definition, if the temperature of the wetting metal is above 800°F the process is called brazing and the molten metal is called filler. If the temperature is below 800°F the process is called solder.
Aluminum solder and flux can be obtained at most good hardware stores. Brazing materials can be obtained from welding suppliers (filler and flux must be closely matched to the alloy being brazed). Some of the manufacturers of brazing wire, sheet and fluxes are Airco Welding Products, Inc., Aluminum Company of America and Handy and Harman.
Brazing can be accomplished by furnace brazing methods, or by the more familiar torch brazing techniques. Brazing temperatures range from 1030°F-1195°F. At these temperatures annealing will occur near the brazed seam.
Brazing flux must be stored in watertight containers. It is highly hygroscopic and must be discarded after being exposed to the atmosphere for several hours. Once it becomes moist it is activated and will not keep. Flux may be applied in powder form, mixed with distilled water and applied as a paste or mixed with alcohol. Alcohol produces less steam when heated. All aluminum fluxes contain fluorides, pre-cautionary measures should be taken. After brazing, residual flux can be removed with nitric acid (50/50 mix by volume). A short dip is sufficient, followed by a thorough rinse in water. Please observe the proper safety precautions when working with this acid solution.
Aluminum is relatively easy to work with. 6061-T6 machines well and is easy to drill and tap. The use of commercial cutting fluids made especially for aluminum, such as AlumTap, makes these operations much easier. Aluminum cutting fluids are available from machinist tool suppliers. Most of the traditional metalsmith's surface finishing techniques can be used on aluminum. Matte finishes can be produced by sanding, wire brushing sand or bead blasting, etc. A highly polished surface can be produced by buffing with white diamond compound. When anodized, the highly polished surface is striking. Any surface polished with buffing compounds must be thoroughly degreased (washed with de-greasing detergent) before anodizing. A uniform soft finish can be created by buffing, then etching in caustic etch for an extended period of time.
Chemical polishing techniques are used by industry. Aluminum immersed in a phosphoric-nitric acid solution will be polished by the action of the acids. This polishing action is accomplished by a competition between film formation and film dissolution. Nitric acid forms a protective oxide film on the surface of the metal. Phosphoric acid dissolves this film, but preferentially, mostly in the exposed areas like the ridges and peaks. In other words, the nitric acid protects the low-lying areas quite well. but the more exposed peaks are "nipped" off by the phosphoric acid, which results in a "leveling" of the surface (polishing). In practice, it is not practical to mix your own nitric-phosphoric polishing solution. In use, toxic and corrosive fumes are produced and must be suppressed. Catalytic substances (like silver) and surface tension additives must be added to make the solution work well. Commercial polishing solutions are available from anodizing/plating suppliers. They contain the necessary fume suppressants, catalysts and surfactants.
In addition to the infinite color palette, another reason that aluminum anodizing has become popular, is the ease in which two-dimensional elements can be incorporated into the anodizing process. Resists can be used in several different ways to achieve these two-dimensional effects. One technique is to apply resists before the aluminum is anodized. This prevents the porous oxide coat from forming under the masked areas, impeding dye penetration and leaving the natural color of the aluminum in those areas. Resists can be used to mask areas for etchng or sandblasting. When the masking is removed, anodization produces textural and color differences with a single dye. Both of these methods require a rather "tough" resist to withstand the harsh action of etching, sandblasting and anodizing. There are many suitable resists such as 3-M lead tape, Advance K94s silkscreen resist and asphaltum.
Another method, known as the "one-step" method, is used to obtain two-dimensional effects. Sequential dyeing, resisting and bleaching can produce multicoloring. Subsequently, it is either over-dyed or color-bleached and re-dyed before sealing. Color-bleaching is done by immersing the dyed metal, before sealing, in 10-20% sulfuric acid, nitric acid or caustic etch for a few seconds. A specific medium will be more or less effective on a particular color. A caustic solution tends to etch the surface.
Example of the "one-step" process:
- Anodize and dye metal; do not seal.
- Dry dyed metal with a hair dryer; do not touch.
- Apply resist (lacquer or asphaltum do not have to dry).
- Immerse in bleack (sulfuric, nitric, or caustic etch) until color disappears, usually in a few seconds.
- Rinse with water.
- Immerse in dye choose next color.
- Rinse in water and repeat steps 2-7 for each color wanted.
- Remove resist (lacquer, asphaltum, silkscreen resist can be removed with proper solvent and paper towels).
- Seal.
Many different resists can be used for this "one-step" color bleaching process. 3-M lead type works well. 3-M electroplater's tape #470 works, but is adversely effected by the heat of the hair dryer and hot dyes. Lacquer, nail polish, silkscreen resists and many inks work well. Resists may be applied in many different ways. Silkscreening and photo silkscreening are very effective. Resist materials and techniques are almost limitless. Among the most obvious are brushing, spattering, spraying and dripping.
The final step is sealing. The two most common methods of sealing aluminum are sealing in commercial nickel acetate sealers and sealing in boiling water. The commercial sealers are somewhat tougher and more color fast. However, they tend to produce a color shift in certain colors (particularly violets and some greens). This color shift can be compensated for but this makes color consistency more difficult. Commercial sealers can also produce a surface film. This film can be easily removed by a quick dip in nitric acid or by buffing. Short sealing times (5-10 minutes) do not produce a durable enough sealing coat to withstand much buffing abrasion or immersion time in the nitric acid solution.
Marvin Jensen is Studio Coordinator/Metals at Penland School of Crafts. He began anodizing in1970 and has subsequently set up several anodizing studios, the largest at Penland contains 100-gallon tanks. Jencen organized and hosted an anodizing symposium at Penland last fall and is presently organizing, with Mary Ann Scherr, another workshop/symposium set for Spring 1987 at Parsons School of Design in New York. He is currently producing a line of anodized aluminum lamps and furniture.
Related Articles

Inquartation and Parting Refining Process

Refining Gold Jewelry Scraps

Metal Spinning Part 3: Tooling

Metal Spinning Part 2: Techniques





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
