
950 Palladium: Making a 3-Stone Ring
When heated to high heat soldering temperatures, some 950 palladium alloys will develop a bluish-purple surface discoloration. It is easily removed by briefly and mildly heating the piece with a neutral flame. When palladium is heated to gold soldering temperatures, no surface discoloration occurs.
3 Minute Read
This 950 palladium three-stone ring was designed by Lainie Mann using Matrix jewelry design software. The rendering in this image was done by Mann using Matrix. It was cast by Hoover & Strong using their new TruPd™ 950 palladium alloy.
The ring contains an oval 2.12 carat pink tourmaline, two 0.33 carat round brilliant diamonds, and two 0.15 carat trillion-shaped sapphires, all set by Paul Peterson of Paul Peterson Custom Jewelry in Los Angeles, CA. The 14-karat yellow gold trim accents were laser welded prior to the setting.

 | The wax models for the ring and trim pieces were produced by the Gemvision Revo 540A mill. The ring was cast by Hoover & Strong with their new 950 palladium TruPd alloy. The palladium casting was done using platinum casting techniques and materials. Hoover & Strong recommends that induction casting equipment with a sealed melt chamber be used. Ideally the melt chamber should be vacuumed after loading the palladium and then back-filled with argon. The 14-karat yellow gold accents were cast using standard gold casting techniques and materials. This image shows the raw castings and the red arrow indicates the location of the single sprue used by Hoover & Strong for casting. |
 | The sprue was removed by filing and then the ring was rounded. Here it is being pre-finished using 3M micro-finishing film sanding sticks. Foredom ceramic impregnated rubber abrasive wheels were also used while pre-finishing. |
 | With pre-finishing complete, the ring was tumbled in a magnetic finisher with stainless steel micro pins and a burnishing solution for 15 minutes. Next, the outside surfaces of the ring were sanded using extra fine sanding sticks then rough-polished using Foredom's platinum blue compound. |
 | The polished 14-karat yellow gold accents were fit to the ring prior to laser welding. Note: When soldering gold to palladium, a cadmium-free solder must be used to form the best joint. |
 | Next the gemstones were set by Paul Peterson. He started by placing the ring in shellac and setting the trillion sapphires. The shellac was removed and the ring was placed on a mandrel to set the diamond side stones, and then the center stone in the partial bezels. Peterson remarked about how well the alloy performed during the setting procedure stating that, "The bearings were easy to cut precisely with my burs (and lubrication), the metal was malleable and the hammering of the bezels went remarkably smooth. Also, the metal responded well to the graver work required for the bright cuts". |
 | After setting, Peterson did the finish polish on the ring. He first used Fabulustor for the initial polish and then a very fine white rouge to produce the final luster. He applied the brush finish on the sides of the shank using a brown rubberized abrasive wheel. Several years ago, Peterson made pure palladium (versus 950 palladium) jewelry for a company in Beverly Hills and found it overall to be inferior for jewelry. He says, "Pure palladium was too soft, responded poorly to burring and graver work because it was gummy and the color was not as bright-white as the 950 TruPd alloy used to make this ring". |
For the Service Department | |
 | Sizing 950 Palladium RingsTo size this ring down, it was cut at the bottom portion of the shank and the appropriate amount of metal was removed. The ends of the shank were precisely rejoined and there were no visible gaps or spaces. The ring was placed on a ceramic platinum soldering block. A piece of 1200 platinum solder was placed at the joint. A non-vented torch tip was used and both sides of the shank and the joint were simultaneously heated to melt and flow the solder. No.7 platinum soldering glasses were worn for eye protection. |
 | When heated to high heat soldering temperatures, some 950 palladium alloys will develop a bluish-purple surface discoloration. It's easily removed by briefly and mildly heating the piece with a neutral flame. When palladium is heated to gold soldering temperatures, no surface discoloration occurs. |
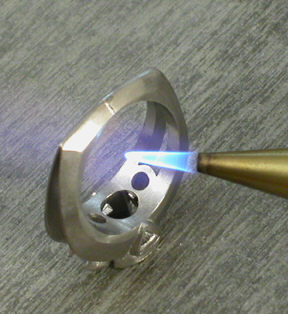 | The discoloration was simple to remove with a torch using a neutral flame and mildly heating the ring. A neutral flame has equal parts of gas and oxygen. The sample ring for these images was provided by Daniel Ballard, PM West. It was cast using their Alabaster™ 950 Palladium Alloy. |
Related Articles

Laser Welding Plique a Jour Owl Brooch

Platinum Granulation Process

950 Palladium: Fabricating Custom Earrings
The PUK Fine Welding Devices





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
